
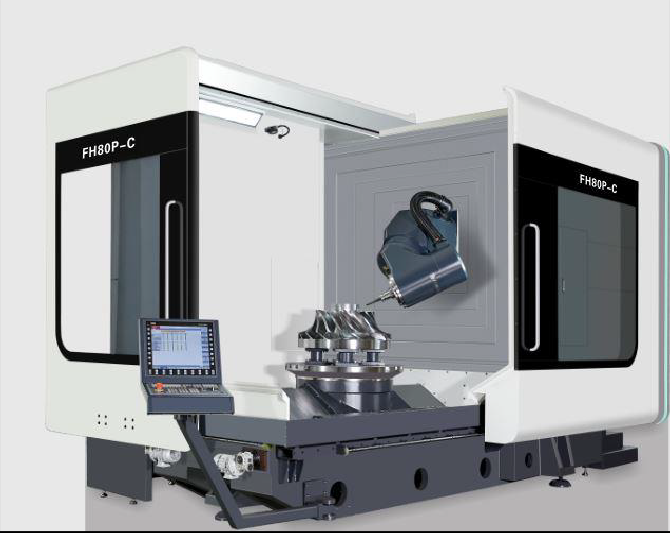
5 axe frezare simultană strunjire 80P-C

Domeniul de aplicare al aprovizionării
Tabelul cu funcțiile accesoriilor standard (vă rugăm să consultați funcția controler pentru partea de comandă electrică)
| Nu | Articol | Unitate | Cant |
| 1. | Piese turnate pentru mainframe FH | turn | 1 |
| 2. | Sistem de control Siemens840DSL | a stabilit | 1 |
| 3. | Display: 19 LCD | a stabilit | 1 |
| 4. | Cap pivotant multifuncțional cu cinci axe FH (axa B) | a stabilit | 1 |
| 5. | DGZX-24012/34B2-KFHWVJS | Numai | 1 |
| 6. | Șuruburi cu bile răcite cu gol pentru axa X/Y/Z | bucată | 3 |
| 7. | Masă rotativă cu acţionare directă freza/turnizare (axa C) | a stabilit | 1 |
| 8. | Codificator absolut RCN8380 pe axa B pe 29 de biți | Numai | 1 |
| 9. | Codificator absolut RCN2580 pe axa C pe 28 de biți | Numai | 1 |
| 10. | Glisiere liniare cu role BOSCH REXROTH | a stabilit | 7 |
| 11. | Dispozitiv de control al temperaturii cutiei electrice | a stabilit | 1 |
| 12. | Sistem de răcire cu apă axului | a stabilit | 1 |
| 13. | Pulverizator de apă cu inel pentru mașini-unelte | a stabilit | 1 |
| 14. | Pulverizare cu apă semilună cu cinci axe, suflare în semilună | a stabilit | 1 |
| 15. | Sistem de blocare de siguranță a ușilor de lucru față și laterale | a stabilit | 1 |
| 16. | Iluminare rezervor de lucru rezistentă la apă | Numai | 2 |
| 17. | statie hidraulica | a stabilit | 1 |
| 18. | Dispozitiv central de lubrifiere a avansului centralizat | a stabilit | 1 |
| 19. | Pistol cu apă și pistol cu aer pentru curățare partea de funcționare | a stabilit | 1 |
| 20. | Sistem de lichid de tăiere | a stabilit | 1 |
| 21. | Tablă de protecție complet închisă | a stabilit | 1 |
| 22. | Caseta de operare | a stabilit | 1 |
| 23. | Unitate de răcire a dulapului electric | a stabilit | 1 |
| 24. | Roată electronică Siemens | Numai | 1 |
| 25. | Comutator de eliberare a cuțitului ax cu picior | Numai | 1 |
| 26. | Lumină tricoloră pentru mașini-unelte | a stabilit | 1 |
| 27. | 40 magazii de scule HSK-A63 și sistem servo automat de schimbare a sculelor | a stabilit | 1 |
| 28. | Scală de rețea cu valori absolute pe trei axe X/Y/Z | a stabilit | 3 |
| 29. | Rolă de așchii în spirală și transportor de așchii din spate | a stabilit | 1 |
| 30. | Unitate cu sondă în infraroșu Renishaw RMP60 | a stabilit | 1 |
| 31. | Unitate de reglare a sculelor Renishaw TS27R | a stabilit | 1 |
| 32. | Tampoane la nivelul fundației și șuruburi de fundație | a stabilit | 1 |
| 33. | manual tehnic | a stabilit | 1 |
Parametru
| Model | Unitate | FH80P-C |
| Voiaj | ||
| Cursarea axei X | mm | 800 |
| Cursarea axei Y | mm | 1050 |
| Cursarea axei Z | mm | 800 |
| Distanța de la vârful axului la suprafața mesei de lucru | mm | 162-962 |
| Cap de frezat orizontal | mm | 39-839 |
| Viteza de avans/de mișcare rapidă | m/min | 40 |
| Forța de alimentare | KN | 10 |
| Masa rotativa (axa C) | ||
| Dimensiunea mesei de lucru | mm | Ø855 |
| Sarcina maximă de masă (moara) | kg | 3000 |
| Sarcina maximă a mesei (întors) | kg | 1500 |
| Masă de frezare/strunjire (prelucrare combinată de frezare și strunjire) | rpm | 450 |
| Unghiul minim de împărțire | ° | 0,001 |
| Cuplul nominal | Nm | 1140 |
| cuplul maxim | Nm | 1980 |
| Cap de frezare pivotant CNC (axa B) | ||
| Interval de balansare (0=vertical/180=orizontal) | ° | -15~180 |
| Deplasare rapidă și viteza de avans | rpm | 50 |
| Unghiul minim de împărțire | ° | 0,001 |
| Cuplul nominal | Nm | 743 |
| cuplul maxim | Nm | 1320 |
| ax (frezare și strunjire) | ||
| Viteza axului | rpm | 12000 |
| Puterea axului | Kw | 34/42 |
| Cuplul axului | Nm | 132/185 |
| Spindle tapre |
| HSKA63 |
| Revista de scule | ||
| Interfața instrumentului |
| HSKA63 |
| Capacitatea magaziei de scule | PCS | 40 |
| Diametrul/lungimea/greutatea maximă a sculei |
| Ø85/300/8 |
| Timp de schimbare a sculei (de la unealta la alta) | S | 1.8 |
| Aparat de măsură | ||
| Sondă în infraroșu |
| Rensishaw RMP60 |
| Instrument de detectare a sculei în zona de prelucrare |
| Rensishaw TS27R |
| Precizia poziției (ISO230-2 și VDI3441) | ||
| Precizia poziționării X/Y/Z | mm | 0,008 |
| X/Y/Z Repetă precizia poziționării | mm | 0,005 |
| Precizia poziționării B/C |
| 10" |
| B/C Precizie de poziționare repetată |
| 4" |
| Controler CNC | ||
| Sistem CNC |
| Siemens840D |
| Alte | ||
| Greutatea mașinii | Kg | 20000 |
3.1 Specificații principale ale mașinii |Configurație optimă a structurii rigide
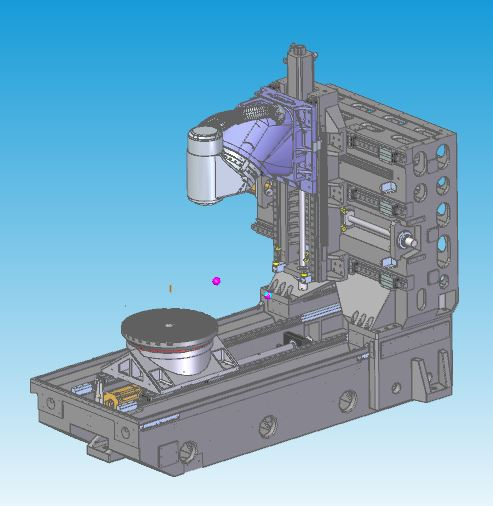
Caracteristici de design |Cel mai bun proiect de analiză a turnării de sârmă mecanică
◆ Structură de turnare termosimetrică de tip cutie completă, folosind fontă de calitate superioară Meehanna
◆Tratament de temperare și îmbătrânire naturală pentru eliminarea stresului intern
◆Vibrația structurală a frecvenței naturale elimină stresul de prelucrare a materialului
◆ Designul cuprinzător al peretelui și al coloanei de înaltă rigiditate pe suprafețe mari pot îmbunătăți în mod eficient rigiditatea și precizia statică și dinamică
◆ Unitate cu șurub de răcire tubular cu trei axe
3.2 Ax electric

Caracteristici de design
◆ În funcție de caracteristicile propriilor mașini, cercetare și dezvoltare și producție independente.
◆Gaura conică a HSK-A63 este adoptată în modelul FH80P-C.
◆Adoptați un sistem de răcire extern pentru răcirea prin circulație, care poate asigura eficient aplicarea axului electric.
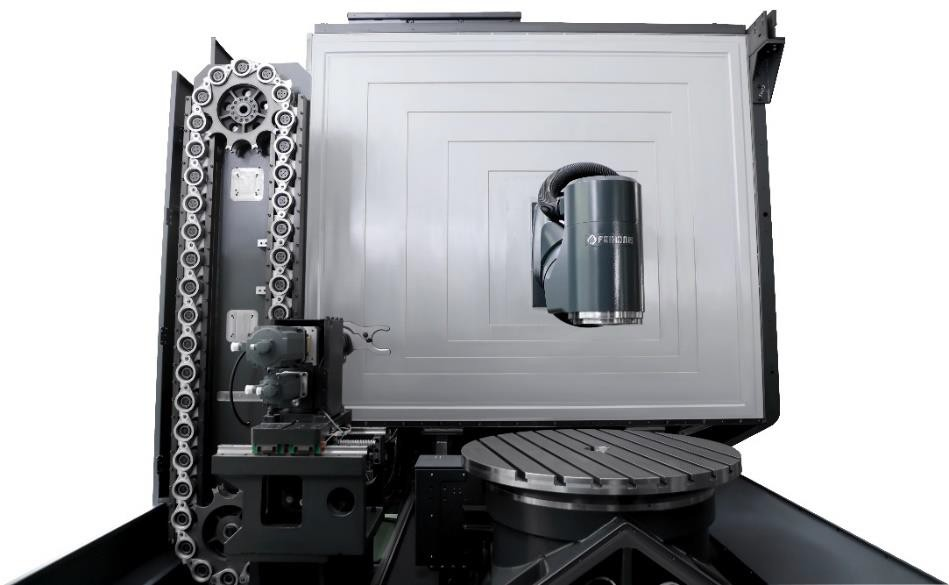
3.3 Cap de frezare pivotant CNC (axa B)

Caracteristici de design
◆Proiectare și producție independente.
◆Lant de transmisie zero cu motor DD incorporat, design fara joc.
◆Caracteristici de accelerație ridicată.
◆Cea mai scurtă distanță dintre vârful sculei axului și punctul de sprijin structural realizează rigiditatea maximă a tăierii.
◆ Rulmentul YRT mai mare îmbunătățește rigiditatea.
◆ Echipat cu sistem de măsurare a codificatorului rotativ absolut HEIDENHAIN RCN8380, control complet în buclă închisă, pentru a asigura cea mai bună acuratețe.
◆Designul sistemului de răcire pe axa B reduce transferul de căldură.
3.4 Masa rotativa (masa pe axa C)

Caracteristici de design
◆Proiectare și producție independente.
◆Lant de transmisie zero cu motor DD incorporat, design fara joc.
◆ Caracteristici de răspuns la accelerație și decelerare ridicate.
◆ Rulmentul YRT mai mare crește rigiditatea.
◆Cuplu de antrenare nominal mare, poziționare și procesare cu dispozitiv de poziționare și strângere a mesei
◆Răspundeți nevoilor de frezare, reduceți manipularea piesei de prelucrat și îmbunătățiți precizia produsului.
◆ Echipat cu sistem de măsurare cu codificator rotativ HEIDENHAIN de înaltă precizie, control în buclă complet închisă pentru a asigura cea mai bună acuratețe.
◆Design sistemului de răcire pentru a reduce transferul de căldură.
3.5 Sistem de control

Caracteristici de design
◆Proiectare și producție independente.
◆Lant de transmisie zero cu motor DD incorporat, design fara joc.
◆ Caracteristici de răspuns la accelerație și decelerare ridicate.
◆ Rulmentul YRT mai mare crește rigiditatea.
◆Cuplu de antrenare nominal mare, poziționare și procesare cu dispozitiv de poziționare și strângere a mesei
◆Răspundeți nevoilor de frezare, reduceți manipularea piesei de prelucrat și îmbunătățiți precizia produsului.
◆ Echipat cu sistem de măsurare cu codificator rotativ HEIDENHAIN de înaltă precizie, control în buclă complet închisă pentru a asigura cea mai bună acuratețe.
◆Design sistemului de răcire pentru a reduce transferul de căldură.
3.5 Sistem de control
Caracteristici de design
◆ Proiectare și producție independente.
◆Selectarea sculelor și schimbarea sculei folosesc servomotor pentru a controla acțiunea terminalului, care este mai stabil și mai precis.
◆Combinat cu funcția de gestionare a sculelor a Siemens840DSL, un management mai eficient al sculelor.
3.7 Instalator de scule ridicabile
Caracteristici de design
◆Echipată cu setter de scule Ransishaw TS27R cu o precizie mai mare.
◆Setarea automată a sculei pe mașină, actualizarea automată a compensării sculei.
◆Dispozitivul de reglare a sculei poate fi ridicat și coborât pentru a economisi spațiul suprafeței de prelucrare.
◆Design complet etanșat din tablă pentru a proteja dispozitivul de așezare a sculei de deteriorarea cauzată de apă și pilitură de fier în timpul procesării.
3.8 Sondă în infraroșu
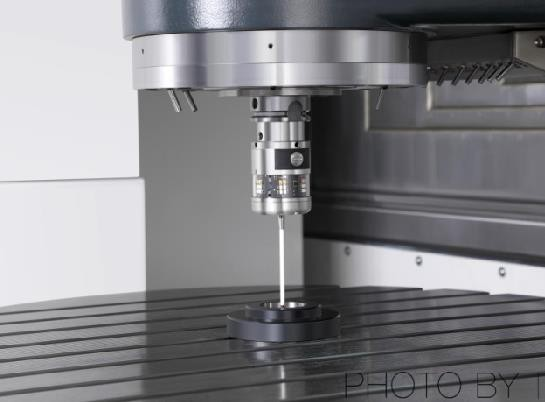
Caracteristici de design
◆Echipată cu sondă optică de declanșare Ransishaw RMP60.
◆Alinierea piesei de prelucrat la mașină și inspecția dimensiunilor pot reduce erorile de inspecție manuală și pot îmbunătăți acuratețea produsului și eficiența procesării.
◆ Economii de 90% în timpul de asistență la bord.
3.9 Tablă de protecție de siguranță
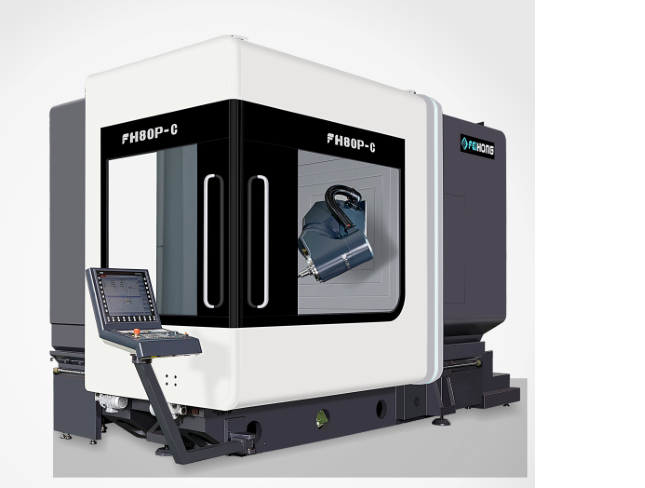
3.10 Aspectul
Designul capacului centrului de prelucrare cu cinci axe din seria FH respectă standardele stricte de siguranță CE.Tabla complet densă împiedică operatorul să pătrundă din greșeală în zona de lucru în timpul procesării și, în același timp, împiedică utilizarea fluidului de tăiere la presiune înaltă sau a așchiilor de la mașină, cu excepția plăcuței de avertizare., Ușa de operare este, de asemenea, echipată cu un întrerupător de siguranță pentru a preveni accidentele în timpul funcționării sau întreținerii.Și are o fereastră mare, care este convenabilă pentru ca operatorul să înțeleagă funcționarea și procesarea mașinii.
3.11 Curățare
Utilizați capacul telescopic și tabla de protecție pentru a proteja așchiile generate în timpul funcționării, pentru a evita tăierea stropilor și a deteriora alte mecanisme





