
CNC orizontal 5 axe NHM-50-P


Introducerea mașinii cu 5 axe
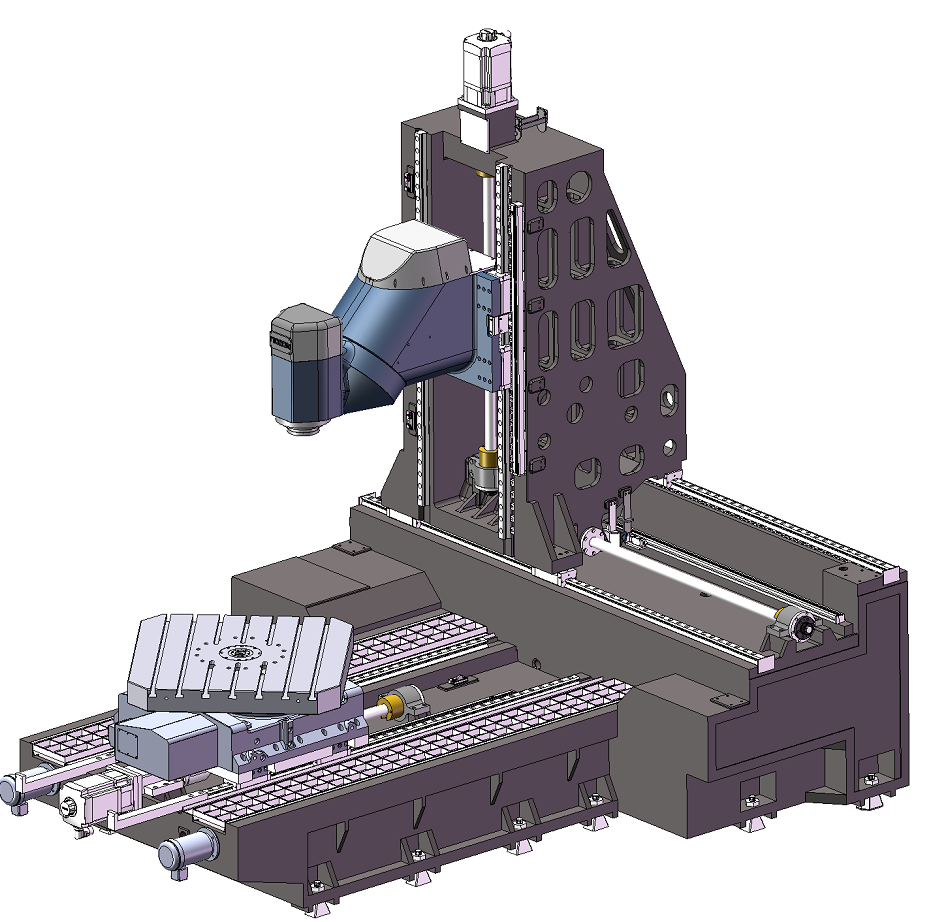
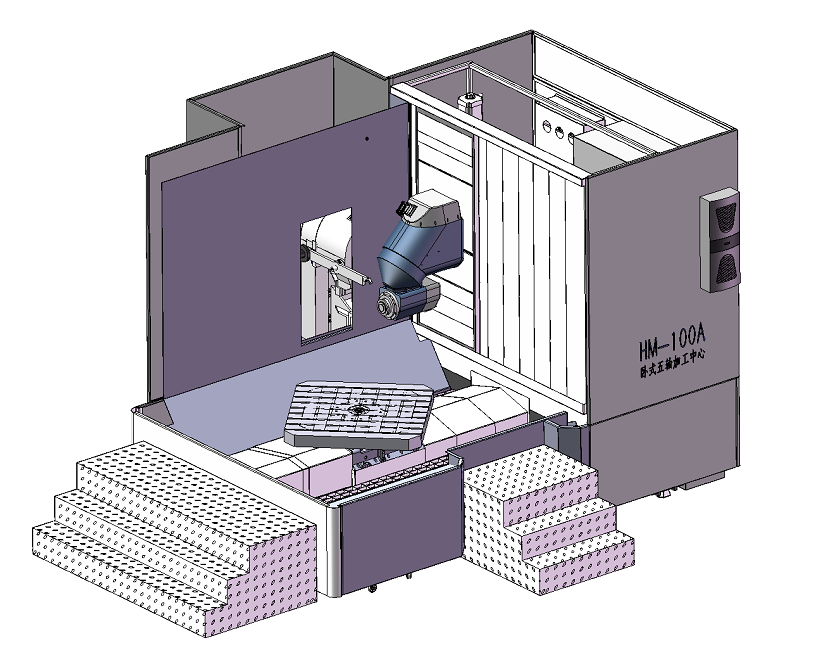
Modelul NHM este un centru de prelucrare orizontal cu cinci axe de conversie verticală-orizontală.Configurația standard a mașinii-unelte este sistemul CNC SIEMENS 840D sl și este adoptată probabilitatea mare de acționare directă a servomotoarelor Siemens, ceea ce face ca mașina-unealtă să aibă caracteristici de precizie ridicată a poziționării, viteză de răspuns rapidă și procesare a legăturii pe cinci axe. .În același timp, mașina unealtă este echipată cu un dispozitiv automat de schimbare a sculelor, care reflectă pe deplin procesarea eficientă și automată.
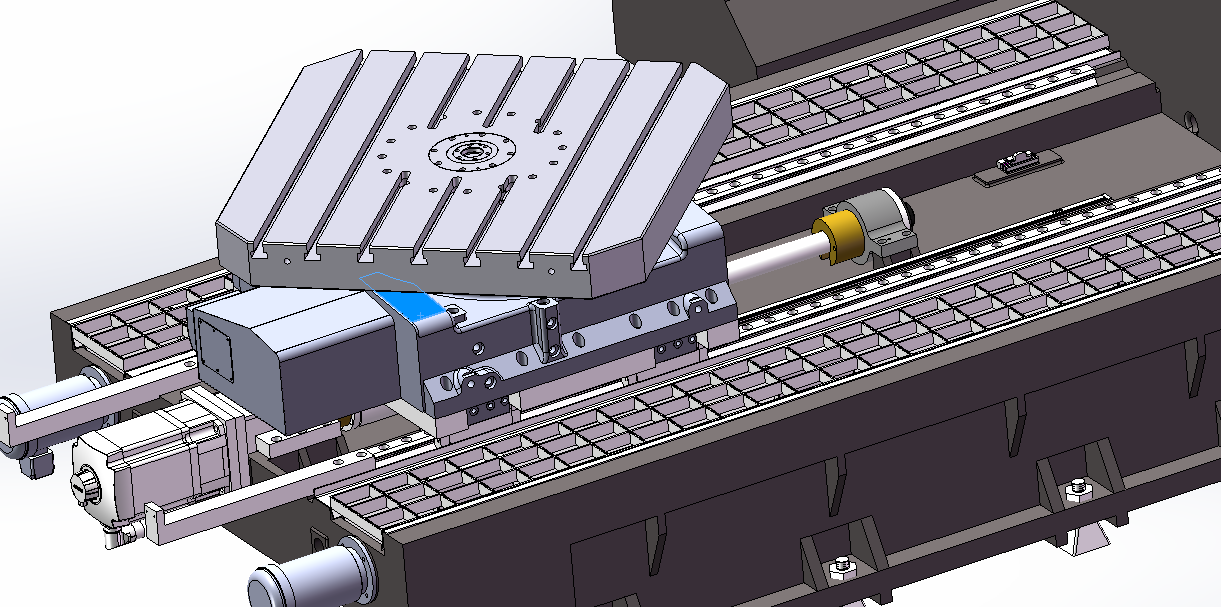
Mașina unealtă se mișcă la stânga și la dreapta prin placa de glisare (axa X), masa de lucru se mișcă înainte și înapoi (axa Z), capul se mișcă în sus și în jos (axa Y), masa se rotește (axa C) și capul de frezat se rotește (axa B), care realizează legătura cu cinci axe.sport.Întreaga mașină este compusă din pat, coloană, placă culisantă, masă rotativă, cap de frezat, sistem pneumatic, sistem automat de lubrifiere, sistem de răcire pentru îndepărtarea așchiilor, sistem electric și sistem de protecție complet închis.
Mașina unealtă este echipată standard cu un ax electric, cu funcție de evacuare centrală a apei, care poate realiza slăbirea și desfacerea automată a arborelui.Cele trei axe de avans liniare ale mașinii-unelte, X, Y și Z, folosesc servomotoare pentru a antrena direct șurubul cu bile să se rotească prin cuplaj.Sistemul de transmisie are o mare precizie de mișcare și rigiditate de transmisie.
Principalele părți achiziționate ale mașinii-unelte sunt toate achiziționate de la mărci de primă clasă, cu răcitoare de apă, transportoare de așchii și camioane de așchii în standard
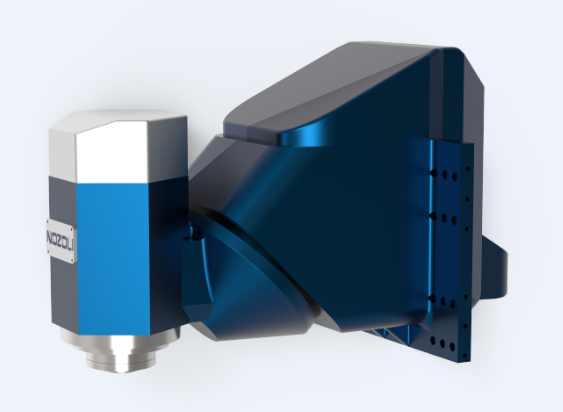
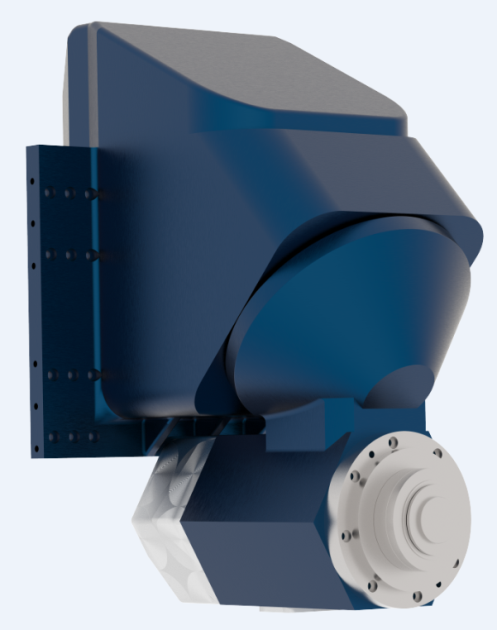
Capetele verticale și orizontale pot fi rotite în două planuri de rotație reciproc perpendiculare.
Realizează conversia verticală în orizontală și prelucrarea cu mai multe fețe și rezolvă frezarea cu mai multe fațete, cu mai multe muchii și cu mai multe fante a diferitelor unghiuri într-o singură prindere a piesei de prelucrat.
Ax electric de înaltă performanță, timp scurt de prelucrare, eficiență ridicată de tăiere, sculă lungă, precizie ridicată de prelucrare
Design compact, sistem de prindere pasiv de înaltă sensibilitate, frână de înaltă stabilitate și prelucrare de înaltă precizie
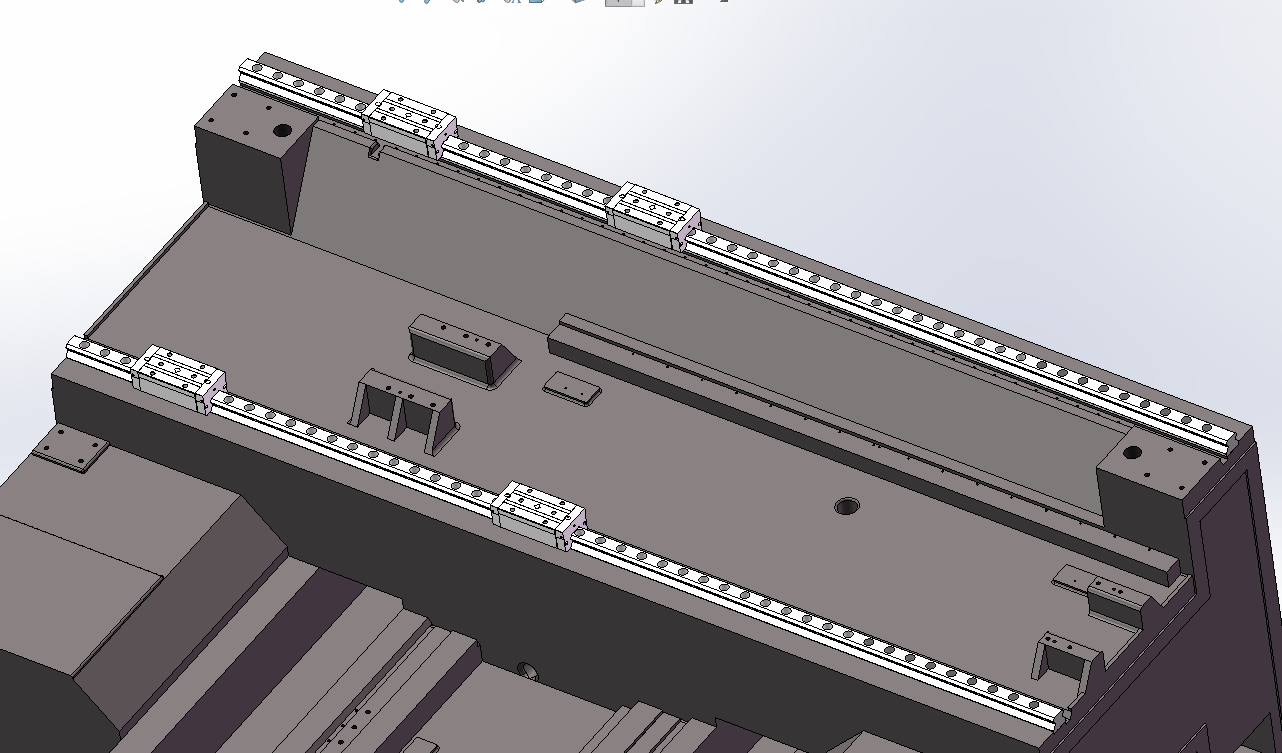
Modelul NHM este un centru de prelucrare cu legături cu cinci axe de tip conversie vertical-orizontală.Cele trei axe adoptă ghidaje liniare cu role de înaltă precizie, sarcină mare, viteză mare, rigiditate ridicată și zgomot redus, care se mișcă lin, fără să se târască și oferă o performanță perfectă de alimentare.
Mecanism de poziționare și strângere de înaltă precizie, utilizarea mecanismului de poziționare și strângere de înaltă performanță poate asigura prinderea rigidă și poziționarea precisă a tăvii, iar precizia de poziționare repetată a tăvii poate ajunge la 0,003 mm.
Patul adoptă un pat integral în formă de T, iar rezistența la șocuri este îmbunătățită cu 15%.Dispunerea designului este o structură în formă de T inversată pentru paturile verticale și orizontale, iar structura este compactă.
Are o gamă de prelucrare mai mare și o capacitate mai mare de încărcare a piesei de prelucrat
Design modular, expansibilitate bogată, poate fi folosit ca sistem de producție flexibil cu linii automate
(1) Forma de șină de ghidare X: coloana este echipată cu două șine de ghidare liniare cu role de 55 mm.Poate îndeplini cerințele de rigiditate și rezistență ridicate și poate îndeplini avantajele tehnice ale coeficientului mic de frecare, vitezei de mișcare rapidă și duratei de viață lungi;metoda de lubrifiere: lubrifiere cu ulei;marca de ecartament a sârmei: Taiwan Shangyin sau aceeași marcă de calitate;
(2) Acționare pe axa X: După ce servomotorul AC este utilizat pentru a crește și a reduce viteza, acesta antrenează șurubul cu bile de precizie cu diametrul de 50 mm pentru a se roti pentru a obține avans la stânga și la dreapta;Metoda de lubrifiere: lubrifiere cu ulei;Marca șurub: Taiwan Shangyin sau aceeași marcă de calitate;
(3) Echipat cu scară dublă de înaltă precizie, cu buclă închisă completă;marca scara de gratar: Spania FAGOR sau marca de aceeasi calitate;
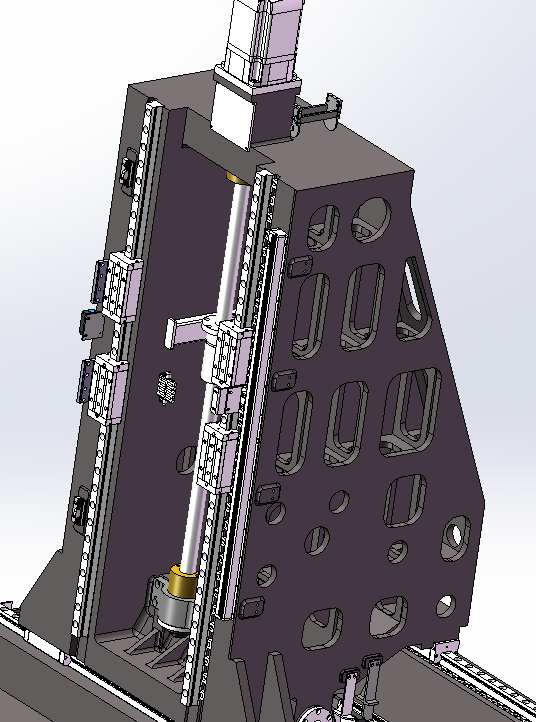
(1) Forma șinei de ghidare: Axa Y adoptă două șine de ghidare liniare cu role de 55 de rezistențe ca șină de ghidare și suport de sarcină pentru ca capul de frezat universal vertical și orizontal să se deplaseze în sus și în jos.Poate îndeplini cerințele tehnice de finisare de mare viteză și tăiere grea la viteză mică.Metoda de lubrifiere: lubrifiere cu ulei.Marca ecartamentului sârmei: Taiwan Shangyin sau aceeași marcă de calitate;
(2) Transmisie pe axa Y: După ce servomotorul AC este utilizat pentru a crește și a reduce viteza, acesta antrenează șurubul cu bile de precizie cu diametrul de 50 mm să se rotească pentru a realiza alimentarea în sus și în jos.Metoda de lubrifiere: lubrifiere cu ulei.Marca șurub: Taiwan Shangyin sau aceeași marcă de calitate;
(3) Echipat cu scară de înaltă precizie, cu buclă închisă completă;marca scara de gratar: Spania FAGOR sau marca de aceeasi calitate;
(4) Protecție șină de ghidare XY: scutul general de blindaj este utilizat pentru protecție pentru a preveni intrarea și contaminarea obiectelor străine în șina de ghidare.Husa de protecție are un aspect frumos și o structură rezonabilă.
(1) Forma șină de ghidare: axa Z adoptă două șine de ghidare liniare cu role de 55 de rezistențe ca șină de ghidare și portantă pentru ca masa să se deplaseze;Metoda de lubrifiere: lubrifiere cu ulei;Marca ecartamentului sârmei: Taiwan Shangyin sau aceeași marcă de calitate;
(2) Transmisie pe axa Z: După ce servomotorul AC este utilizat pentru a crește și a reduce viteza, acesta antrenează șurubul cu bile de precizie cu diametrul de 50 mm să se rotească pentru a realiza alimentarea față și spate a axei Z;Metoda de lubrifiere: lubrifiere cu ulei;Marca șurub: Taiwan Shangyin sau mărci similare;
(3) Echipat cu scară dublă de înaltă precizie, cu buclă închisă completă;marca scara de gratar: Spania FAGOR sau marca de aceeasi calitate.
Controler CNC: Siemens 840Dsl

Sistemul CNC al mașinii este un Sinumerik 840 sl de la SIEMENS
În timp ce îndeplinește configurația de bază a sistemului CNC, sunt garantate următoarele cerințe speciale
Unitate de control minimă: axă liniară≤0,001 mm, axă rotativă≤0,001°
Funcția de simulare grafică
Funcția de decelerare la colț
Interpolare elicoidală
Funcția de frezare
Autorizare control master-slave
Cu ecran de 15 inchi
Cu panou operator MCP 398C
Inclusiv placa 72/48 IO
Modulul axei de expansiune NX10.3
Modul hub DMC20
colectare de date
Furnizați informații relevante prin OPCUA sau 485 sau software de nivel superior pentru a realiza co-conectarea de informatizare cu echipamentele utilizatorului, inclusiv, dar fără a se limita la:
Date de funcționare a echipamentului (viteza, forța de avans, numele sculei, lungimea suportului sculei, valoarea forței ax, numele și versiunea programului, înregistrarea alarmei, înregistrarea panoului de operare, parametrii de proces ai decalajului zero al sistemului de coordonate etc.)
Numele dispozitivului, versiunea software, numele programului și versiunea programului care rulează în prezent
Starea de funcționare a echipamentului (inclusiv, dar fără a se limita la, pornirea care nu funcționează, funcționarea, oprirea și starea de defecțiune) și poate oferi avertizare de defecțiune a echipamentului, detectarea consumului de energie etc.
Starea de funcționare a PLC-ului
Sistem de lubrifiere;această mașină adoptă tehnologia de alimentare cu ulei independentă de grup
(1) Se adoptă un set de sisteme automate independente de alimentare cu ulei și lubrifiere pentru șina de ghidare a axelor X, Y, Z, șurub și rack.Rulmentul șurubului este lubrifiat cu grăsime.
(2) Ungerea arborelui principal cu ulei și gaz/ungerea automată cu ulei subțire este un mod automat de sincronizare și cantitativ, acțiunea este controlată automat de sistemul de control numeric și poate fi detectată și alarmată.Mărcile pompelor de lubrifiere sunt opționale: lubrifiere ulei-aer SKF/Proton sau mărci similare


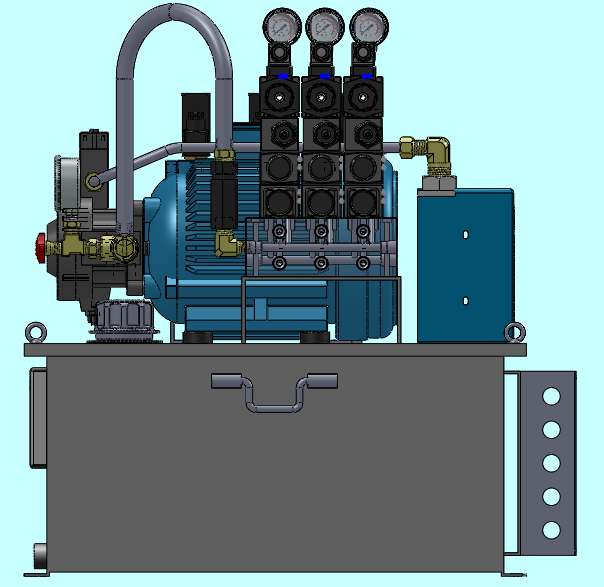
Sistem hidraulic
(1) Această mașină unealtă este echipată cu un sistem hidraulic independent.
(2) Mașina unealtă este echipată cu o stație de pompare hidraulică separată, iar sistemul hidraulic este echipat cu o serie de dispozitive de monitorizare a siguranței, cum ar fi alarma de nivel de ulei, alarma de temperatură, alarma de blocare a refluxului și alarma de presiune minimă de lucru pentru a se asigura că mașina unealtă funcționează în diferite condiții de siguranță., îmbunătățește protecția în siguranță a operatorilor.
(3) Marca stației hidraulice: binecunoscută pe plan intern
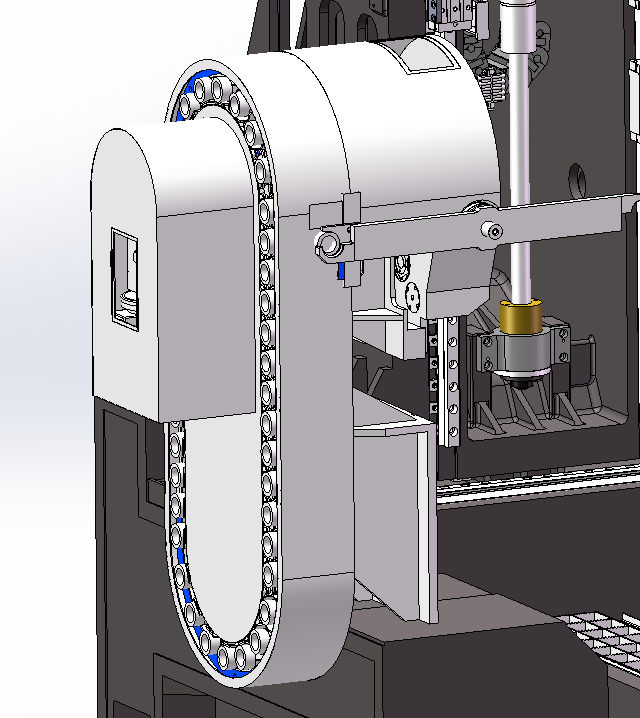
Magazin lanț magazie scule 40T HSK-A63
Marca revistei de instrumente: întreprinderea Desu/Okada finanțată de Taiwan sau mărci similare
Canelurile de drenaj de pe ambele părți și de bază sunt turnate integral, iar efectul de prevenire a scurgerilor este bun;
Transportoarele spiralate de așchii de pe ambele părți ale zonei de prelucrare transportă rapid așchiile de fier generate de prelucrarea de mare viteză la transportorul de așchii de ridicare, reducând deformarea termică și deformarea mașinii-unelte și asigurând precizia și stabilitatea mașinii-unelte;

Informații tehnice
| MODEL | NHM-50-P |
| Deplasare pe axa X (masa se mișcă înainte și înapoi) | 700 |
| Cursarea axei Y (căruciorul se mișcă la stânga și la dreapta) | 900 |
| Cursarea axei Z (berbecul se mișcă în sus și în jos) | 780 |
| Distanța de la capătul axului până la masa de lucru | 100-1350 |
| dimensiunea biroului de lucru | 500X500 |
| capacitatea de greutate | 1 |
| Viteza maximă a axului | 15000 |
| Puterea motorului principal (nominal) | 15 |
| Cuplul maxim (nominal) | 72 |
| Conicitatea axului | HSK-A63 |
| cuplul maxim | 2040 |
| cuplul maxim de strângere | 1320 |
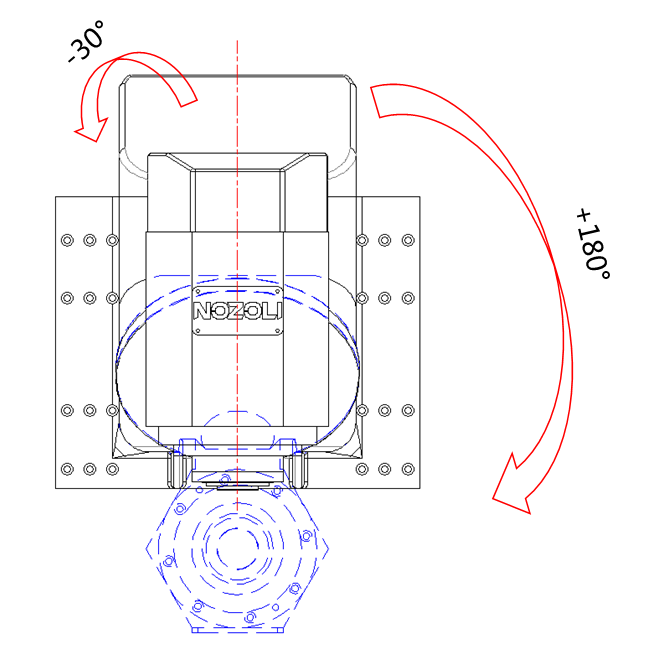
| Unghiul de balansare | ±180°--30° |
| precizia de pozitionare | ±5” |
| Repetabilitate | ±3,5” |
| precizia de pozitionare | ±10” |
| Repetabilitate | ±6” |
| Viteza de deplasare rapidă X, Y, Z | 24/24/24 |
| Precizia poziționării X, Y, Z | ≤0,008 |
| X, Y, Z repetă precizia de poziționare | ≤0,005 |
Configurație standard
| Sistem CNC Siemens 840Dsl | Germania |
| X, Y, Z alimentează servomotoare | Siemens Germania |
| Servo Drive XYZ | Siemens Germania |
| Motor AC Servo ax | Siemens Germania |
| Cap cu cinci axe și cinci brațe | Shanghai |
| Șurub cu bile | HIWIN sau marcă echivalentă |
| Ghid liniar cu role | HIWIN sau marcă echivalentă |
| Fiecare lagăr șurub de arbore | Japonia NSK sau marcă echivalentă |
| Cuplare | Taiwan sau o marcă echivalentă |
| Cutter spiralat | Shanghai |
| Protecție șină de ghidare a mașinii-unelte | Shanghai |
| Pompa de ulei si sistem centralizat de lubrifiere | Proton sau SKF sau echivalent |
| Comutator de proximitate, releu intermediar | Omron/Schneider sau echivalent |
| generator de puls de mână | Furnizorul de sistem desemnat producător/sau o marcă echivalentă |
| Ax | INNA sau echivalent |
| Mașină-uneltă turnare mare | Shanghai |
| Protecție exterioară din tablă pentru mașini-unelte | Shanghai |
| Șuruburi de ancorare pentru mașini-unelte, set complet de claxon | Shanghai |
| Sistem hidraulic | faimos în China |
| Lumini de lucru și lumini de avertizare | faimos în China |
| Mecanism de echilibrare a axului berbec | faimos în China |
| Sistem de răcire ax și sistem de alimentare cu apă | faimos în China |
| Instrumente comune de întreținere | faimos în China |
| Manual de instructiuni mecanice |
|
| Manual de instructiuni electrice |
|
| Certificare |
|
| Lista de ambalare |
|
| Schema electrica |
|
| Manual de operare a sistemului |
|
| Manual de întreținere a sistemului |
|
| Manualul parametrilor sistemului |
|
| Tabelul parametrilor din fabrică de sistem |
|
| Desenul fundației | Furnizat după intrarea în vigoare a contractului |
| Manual de reglare a temperaturii casetei de control |
|
Vă mulțumim pentru atenție!





