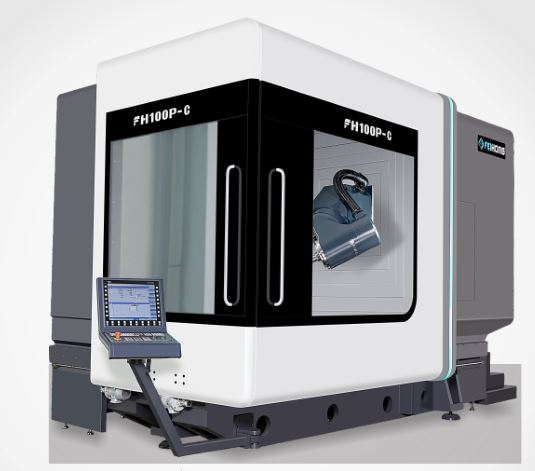
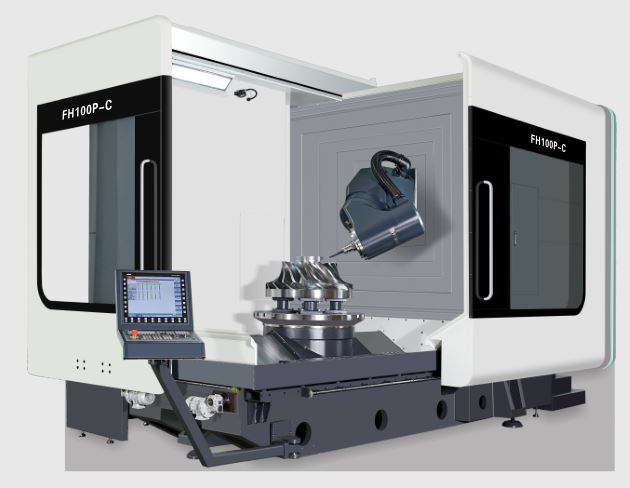
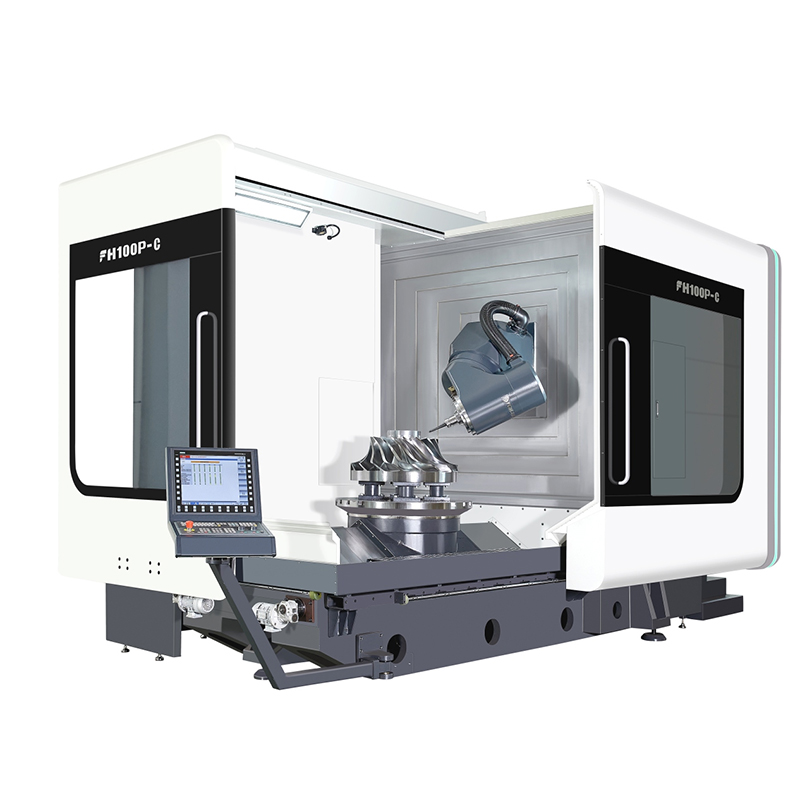
5 axe frezare simultană strunjire 100P-C
Domeniul de furnizare
Tabelul cu funcțiile accesoriilor standard (vă rugăm să consultați funcția controler pentru partea de comandă electrică)
1. Controler Siemens 840DSL
2. Brand propriul cap de balansare multifuncțional cu cinci axe
3. Ax electric DGZX-24012/34B2-KFHWVJS
4. HSK-A100 magazie cu 40 de scule sistem automat de schimbare a sculelor
5.X/Y/Z antrenare cu șurub cu bile de răcire
6. 7 glisiere liniare cu role (3 pentru axa X, 2 pentru axa Y/Z)—BOSCH REXROTH
7. X/Y/Z riglă optică cu trei axe complet închisă
8. Dispozitiv de control al temperaturii cutiei electrice
9. Răcitor ax
10. Dispozitiv de rulare a așchiilor în spirală și mașină de așchii de fier transportor de așchii de fier din spate
11. Apă din centrul axului, pulverizare inelară de apă
12. Suflați aer în centrul axului și suflați aer în inel.
13. Semiluna cu cinci axe suflă apă, iar semiluna suflă aer.
14. 1 tip de blocare de siguranță pentru ușile frontale și laterale de lucru
15. Dispozitiv de răcire cu circulație a arborelui.
16. Lampă fluorescentă de lucru rezistentă la apă
17. Dispozitiv stație hidraulică
18. Unitate de sondă în infraroșu Renishaw OMP60
19. Renishaw Laser Tool Setter
20. Dispozitiv de lubrifiere automată centralizată cu alimentare
21. Pistol de apă pentru curățare partea de operare și interfață cu aer
22. Sistem de răcire a fluidului de tăiere
23. Tablă de protecție complet închisă
24. Caseta de operare
25. Cutia electrica este dotata cu aparat de aer conditionat
26. Roată electronică Siemens
27. Comutator de eliberare a sculei axului acţionat cu piciorul
28. Tampoane de nivel de fundație și șuruburi de fundație
29. Instrumente de reglare și cutii de scule
30. Manual tehnic
Parametru
| Articol | Uni | FH100P-C |
| Cursarea axei X | mm | 1000 |
| Cursarea axei Y | mm | 1150 |
| Cursarea axei Z | mm | 1000 |
| Distanța de la vârful axului la suprafața mesei de lucru | mm | 160-1160 |
| Cap de frezat orizontal | mm | 30-1030 |
| Viteza de avans/de mișcare rapidă | m/min | 40 |
| Forța de alimentare | KN | 10 |
| Masa rotativa (axa C) | ||
| Dimensiunea mesei de lucru | mm | Ø1050 |
| Sarcina maximă de masă (moara) | kg | 4000 |
| Sarcina maximă a mesei (întors) | kg | 3000 |
| Masa Rotray | rpm | 45 |
| Masă de trezire de frezat/întortire (frezare și strunjire compuse) | rpm | 500 |
| Unghiul minim de împărțire | ° | 0,001 |
| Cuplul nominal | Nm | 1330 |
| Cuplu maxim | Nm | 2630 |
| Cap de frezare pivotant CNC (axa B) | ||
| Interval de balansare (0=Vertical/180=Nivel) | ° | -15~180 |
| Mișcare rapidă și viteză de alimentare | rpm | 103 |
| Unghiul minim de împărțire | ° | 0,001 |
| Cuplul nominal | Nm | 1050 |
| Cuplu maxim | Nm | 2130 |
| ax (strunjire și frezare) | ||
| Viteza axului | rpm | 10000 |
| Puterea axului | Kw | 42/58 |
| Cuplul axului | Nm | 215/350 |
| Spindle tapre |
| HSKA100 |
| Distanța de la centrul axului până la suprafața ghidajului fasciculului | mm | 1091,5 |
| Model | Unitate | FH100P-C |
| Revista de scule | ||
| Interfața instrumentului |
| HSKA100 |
| Capacitatea magaziei de scule | PCS | 40 |
| Diametru/lungime/greutate maxim |
| Ø135/300/12 |
| Comutator instrument (Scul la) | S | 2 |
| Dispozitiv de măsurare | ||
| Sondă în infraroșu | Rensishaw OMP60 | |
| Instrument de detectare a sculei în zona de prelucrare | Rensishaw NC4F230 | |
| Capacitate de procesare | ||
| Diametrul maxim de găurire (oțel mediu) |
| Ø50 |
| Diametru maxim de filetare (oțel mediu) |
| M40 |
| Diametrul de frezare maxim (oțel mediu) |
| 250 |
| Precizie (ISO230-2 și VDI3441) | ||
| Precizia poziționării X/Y/Z | mm | 0,006 |
| X/Y/Z Repetă precizia poziționării | mm | 0,004 |
| Precizia poziționării B/C |
| 8" |
| B/C Precizie de poziționare repetată | 4" | |
| Sistem de control |
| Siemens840D |
| Înălțimea mașinii (mașină generală) | mm | 3650 |
| Zona ocupată pentru mașina principală (L*W) | mm | 5170x3340 |
| Zona ocupată pentru magazinul de scule (L*W) | mm | 1915x1400 |
| Zona ocupată pentru transportorul de așchii (L*L) | mm | 3120x1065 |
| Zona ocupată pentru rezervorul de apă (L*L) | mm | 1785x1355 |
| Suprafața totală ocupată până la completarea mașinii (L*L) | mm | 6000x3750 |
| Greutatea mașinii | Kg | 21000 |
Mașină CNCcontrolor
| Sistem de control | Siemens 840DSL (motor și acționare) | ||
| Numărul de axe de control | Frezare simultană pe 5 axe cu strunjire simultană (axa NC + ax, axa BC) | ||
| Control simultan a 5 axe Frezare simultană cu strunjire | axa de poziţionare | Standard X, Y, Z, B, C | |
| interpolare | linie dreaptă | Axele X, Y, Z, B, C (X, Y, Z, B, C pot fi compensate) | |
| arc | Axele X, Y, Z, B, C (X, Y, Z, B, C pot fi compensate) | ||
| Unitate minimă de instruire | 0,001um | ||
| unitate de control minimă | 0,1 nm | ||
| Afişa | 19 LCD | ||
| Motor | Capacitate triplă de suprasarcină cu encoder absolut (poziția codificatorului nu se pierde niciodată) | ||
| Funcția de comunicare externă | Interfață Ethernet și RS232C | ||
| Mod de operare | MDI, Auto, Manual, Volan, Origine (absolut), REPOS | ||
| în mod programatic | Editor online de limbi ISO | ||
| Capacitate maximă de stocare a programării PLC | 2048KB | ||
| Funcția de interpolare | Linii drepte, cercuri prin și prin punctele centrale, spirale, suprafețe fine, setări de viteză mare etc. | ||
| Numărul de decalaje de scule | 512 grupuri | ||
| Mărire roată de mână | 0,1/0,01/0,001 mm | ||
| Setarea minimă și mișcarea unităților | 1um/X,Y,Z | ||
| salvarea datelor | Datele de memorie nu se vor pierde niciodată la oprire | ||
| rata de avans | 0%-150% | ||
| Mărire rapidă înainte | 0%-100% | ||
| Interfață de intrare și ieșire | Interfață Ethernet și RS232C, card CF, backup pentru stocare USB | ||
| limba de afișare | chineză și engleză | ||
Cantitate de configurare standard
| No | Nume accesoriu | unitate | Cant |
| 1 | comutator de comandă cu picior | set | 1 |
| 2 | Mecanism hidraulic de prindere | set | 1 |
| 3 | Dispozitiv de lubrifiere centralizată | set | 1 |
| 4 | sistem de racire | set | 1 |
| 5 | lampă de lucru | set | 1 |
| 6 | Lumină în trei culori | set | 1 |
| 7 | pod orizontal | Buc | 1 |
| 8 | Fixări de mașini-unelte | set | 1 |
| 9 | Pachet de instrumente standard | set | 1 |
| 10 | încuietoare ușii de siguranță | set | 1 |
| 11 | trusa de fundatie | set | 1 |
| 12 | Instalați instrumentul de reglare | set | 1 |
| 13 | Filetare rigidă și poziționare axului în mai multe puncte | set | 1 |
| 14 | Șurub transportor și mașină automată de îndepărtare a așchiilor | set | 1 |
| 15 | Sistem hidraulic standard | set | 1 |
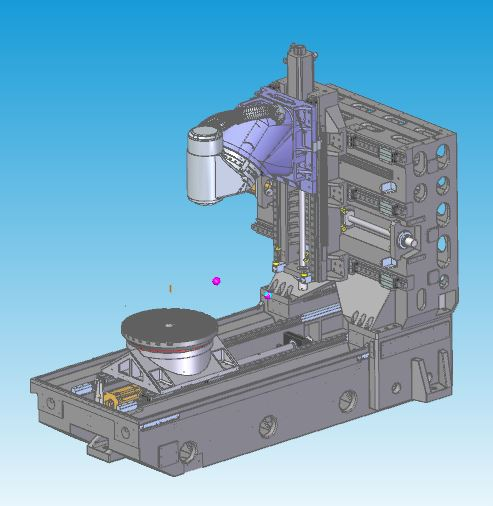
Caracteristici de design | Cel mai bun proiect de analiză a turnării de sârmă mecanică
Structură de turnare termosimetrică de tip cutie completă, folosind fontă de calitate superioară Meehanna
Tratament de temperare și îmbătrânire naturală pentru eliminarea stresului intern
Vibrația structurală a frecvenței naturale elimină stresul de prelucrare a materialului
Design de coloană cu suprafață mare de înaltă rigiditate cu perete complet, îmbunătățind efectiv rigiditatea și precizia statică și dinamică
Unitate cu șurub de răcire tubular cu trei axe
Cap de frezare pivotant CNC (axa B)

Caracteristici de design
Lanț de transmisie zero cu motor DD încorporat, design fără joc
Caracteristici de accelerație ridicată
Cea mai scurtă distanță dintre vârful sculei axului și punctul de sprijin structural realizează rigiditatea maximă a tăierii
Rulmenții YRT mai mari cresc rigiditatea
Echipat cu sistem de măsurare cu codificator rotativ HEIDENHAIN de înaltă precizie, control în buclă complet închisă pentru a asigura cea mai bună acuratețe
Designul axului și al sistemului de răcire pe axa B pentru a reduce transferul de căldură
Masa rotativa (axa C)

Caracteristici de design
Lanț de transmisie zero cu motor DD încorporat, design fără joc
Caracteristici ridicate de răspuns la accelerare și decelerare
Rulmenții YRT mai mari cresc rigiditatea
Cuplu de antrenare nominal mare, poziționare și prelucrare cu dispozitiv de poziționare și strângere a mesei
Îndepliniți cele două nevoi de prelucrare de frezare și frezare-strunjire, reduceți manipularea piesei de prelucrat și îmbunătățiți acuratețea produsului
Echipat cu sistem de măsurare cu codificator rotativ HEIDENHAIN de înaltă precizie, control în buclă complet închisă pentru a asigura cea mai bună acuratețe
Proiectarea sistemului de răcire pentru a reduce transferul de căldură
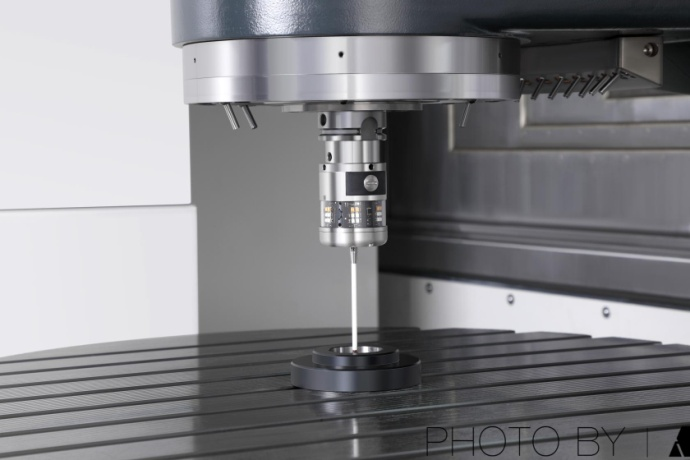
Setter de scule ridicabile

Caracteristici de design
Echipat cu setter de scule laser fără contact Ransishaw NC4F230 pentru o precizie mai mare
Setarea automată a sculei pe mașină, actualizarea automată a compensării sculei
Dispozitivul de reglare a sculei poate fi ridicat și coborât pentru a economisi spațiul suprafeței de prelucrare
Designul complet etanșat din tablă protejează dispozitivul de fixare a sculei de apă și pilitură de fier în timpul procesării
Sondă în infraroșu
Caracteristici de design
Echipat cu sonda optic Ransishaw OMP60
Alinierea piesei de prelucrat la mașină și inspecția dimensiunilor, reduce erorile de inspecție manuală, îmbunătățește acuratețea produsului și eficiența procesării
Economii de 90% în timpul de asistență pe mașină