






Mașină combinată de frezat-tortire CNC

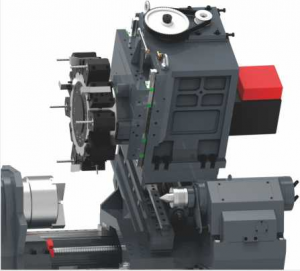
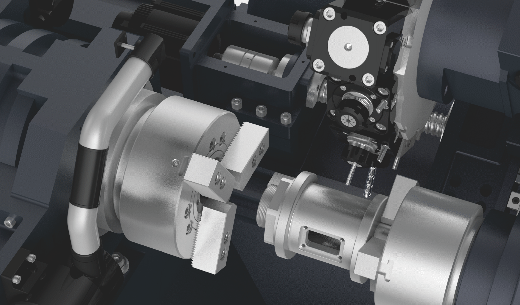
AXIS POZITIV INTEGRAT
Structura Longmen, super rigida
Structura axa Y pozitivă integrată aparține tăierii grele cu rigiditate ridicată și performanța sa este mai bună decât axa Y de interpolare.
o. Tăierea grea cu mișcarea unei singure axe Y este mai bună decât axa Y de interpolare, iar axa Y este perpendiculară pe axa X.
b. Procesarea conturului plan este mai netedă și mai plată.
c. Mai convenabil pentru prelucrarea suprafețelor compuse și a conturului.
Echipamentul combinat de frezare cu strunjire „Y pozitivă” are avantaje evidente în prelucrarea frezei plane în comparație cu frezarea cu strunjire „Y interpolare” combinată. Mișcarea axei Y „Y pozitivă” este perpendiculară pe axa X, care este o singură. - mișcarea axei și mișcarea axei Y „interpolare Y” este de a interpola o linie dreaptă prin mișcarea simultană a axei X și a axei Y, planeitatea planului de frezare și compararea rotației axei „Y pozitive” - frezare combinată, procesarea combinată a axei „Y pozitive” turn-frezare este evident luminoasă și plată.
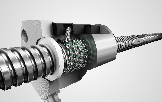
Șurub cu bile dublu fix
Sunt folosite șuruburi cu bile și ghidaje cu role de înaltă calitate de la producători mondiali de top.
Deși sunt scumpe, numai produsele de înaltă calitate pot îndeplini o precizie ridicată și lungă
durata de viață cerută de clienți.
Servomotoare direct-coulled
Servomotorul este conectat direct la șurubul cu bile printr-un cuplaj din oțel, care
asigură nicio degenerare și nealiniere chiar și sub sarcini mari.
Acest lucru va îmbunătăți considerabil precizia de poziționare și prelucrarea filetului și a conturului
va fi mai precis.
106M 108M 208M
| ltem Model | Nume | Unitate | 106 MY | 108 MY | 208 MY |
| Voiaj | Max. Diametrul de rotire pe pat | mm | φ600 | φ600 | φ600 |
| Max. Diametrul de prelucrare | mm | φ320 | φ300 | φ400 | |
| Max. Diametrul de prelucrare pe suportul sculei | mm | φ220 | φ220 | φ380 | |
| Max. Lungimea procesării | mm | 250 | 250 | 370 | |
| Distanța între centre | mm | 380 | 380 | 600 | |
| Motorul axului Hidrocilindrul Chuch Parametru | Nasul fusului | tip | A2-5 | A2-6 | A2-6 |
| Max. Viteza axului | rpm | 5500 | 4300 | 4200 | |
| Cilindru de ulei/ Mandrină | lnch | 6” | 8” | 8” | |
| Alezajul axului | mm | φ56 | φ65 | φ65 | |
| Diametrul barei | mm | φ45 | φ52 | φ52 | |
| Puterea motorului axului cu acționare directă | kw | 17.5 | 22 | 22 | |
| Alimentare pe axa X/Z/Y Parametru | X Călătorii | mm | 180 | 180 | 280 |
| Specificații ghid liniar X/Z | spes | 35/35Roller | 35/35Roller | 35/35Roller | |
| Z Travel | mm | - | 300 | 600 | |
| Puterea motorului X/Z/Y | kw | 1,8/1,8/1,0 | 1,8/1,8/1,0 | 1,8/1,8/1,0 | |
| Traversare rapidă X/Z//Y | m/min | 30/30/10 | 30/30/10 | 20/20/10 | |
| Precizia poziționării | mm | ±0,005 | ±0,005 | ±0,005 | |
| Repetați precizia de poziționare | mm | ±0,003 | ±0,003 | ±0,003 | |
| Parametrul turelei | Poziția sculei | buc | BMT45-12T | BMT45-12T | BMT55-12T |
| Motor cu turelă de putere | kw | 2,2/3,7 | 2,2/3,7 | 2,2/3,7 | |
| Suport scule pătrat | mm | 20×20 | 20×20 | 20×20 | |
| Suport pentru scule de alezat rotund | mm | φ32 | φ32 | φ40 | |
| Timp de schimbare a instrumentului adiacent | sec | 0,15 | 0,15 | 0,15 | |
| Precizia poziționării | / | ±2” | ±2” | ±2” | |
| Repetați precizia de poziționare | / | ±1” | ±1” | ±1” | |
| Concepător Parametrii | Conpozit hidraulic programabil | / | √ | √ | |
| Max. Călătoria contrapunctului | mm | 360 | 360 | 440 | |
| Orificiu conic al manșonului contrapunctului | tip | MT 5# | MT 5# | MT 5# | |
| Diametrul manșonului | mm | / | / | / | |
| Călătorie cu mânecă | mm | / | / | / | |
| Dimensiune mecanică | Dimensiunea mașinii | mm | 2300×1800×1700 | 2300×1800×1700 | 2620×2200×1920 |
| Greutatea mașinii | kg | 3700 kg | 3800 kg | 5200 kg |

Alimentator automat de bare servo
Alimentatoarele TENOLY au un design robust și automatizat,
Mărește semnificativ productivitatea și simplifică operațiunile de strunjire.
Catcher de piese
Captorul piesei de prelucrat este proiectat pe principiul legăturii mecanice, care poate fi rapid
legate de produsul finit după procesare.


Ghidaj liniar cu role THK
Ghidajul liniar are joc zero, tăiere cu arc, tăiere teșită, iar textura suprafeței este relativ uniformă. Este potrivit pentru operarea la viteză mare și reduce foarte mult puterea de conducere necesară mașinii Șinele de ghidare liniare folosesc rulare în loc de alunecare, cu pierderi mici de frecare, răspuns sensibil și precizie ridicată de poziționare. Poate suporta sarcina in directiile sus, jos, stanga si dreapta in acelasi timp. Sub sarcină, suprafața de contact a căii este încă în contact în mai multe puncte, iar rigiditatea de tăiere nu va fi redusă; Montaj ușor și interschimbabil și structură de lubrifiere simplă; ghidajele liniare au o uzură foarte mică și sunt de lungă durată.
THK Șurub cu bile
Folosind șurub cu bile de înaltă precizie, cu preîncărcare piuliță și șurub
tratamentul de pretensionare, reacția și creșterea temperaturii și
alungirea sunt eliminate în prealabil, arătând o poziționare excelentă
și repetabilitate.
Acționare directă cu servomotor pentru a reduce eroarea de joc.

Brat motorizat de inalta precizie pentru strung
Dispozitiv de reglare a sculelor de tragere cu repetabilitate de înaltă precizie Disponibil într-o varietate de dimensiuni diferite pentru a satisface diverse nevoi industriale Disponibil într-o varietate de dimensiuni standard, precum și brațe de măsurare din oțel personalizate cu coeficient de expansiune scăzut
Utilizați o sondă robustă din zirconiu
Ocupă puțin spațiu în mașină atunci când nu este utilizat
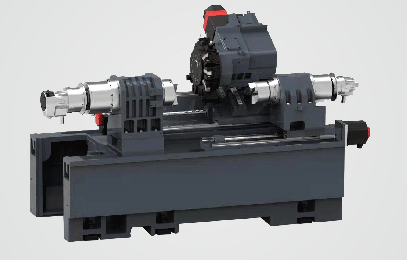
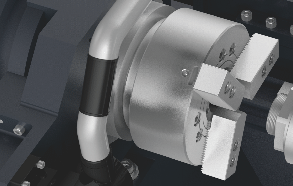
Suport de lucru cu mandrină hidraulică
Strungul este echipat standard cu mandrina hidraulica cu orificiu traversant. Mandrina poate fi personalizată în funcție de nevoile clientului, iar o varietate de opțiuni vă vor oferi cea mai potrivită mandrina de prindere.
Ax secundar
Ambele capete ale piesei de prelucrat pot fi prelucrate în același timp într-o singură prindere, ceea ce simplifică foarte mult operarea manuală.





