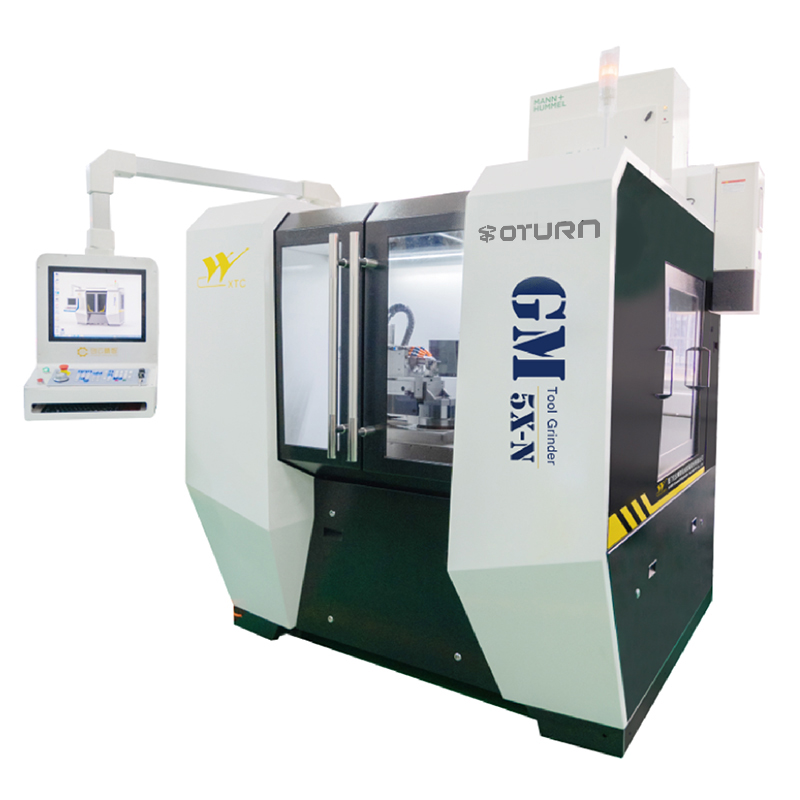
GM5X-N Mașină de șlefuit CNC cu 5 axe
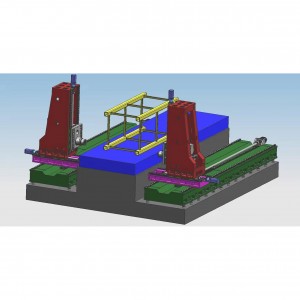
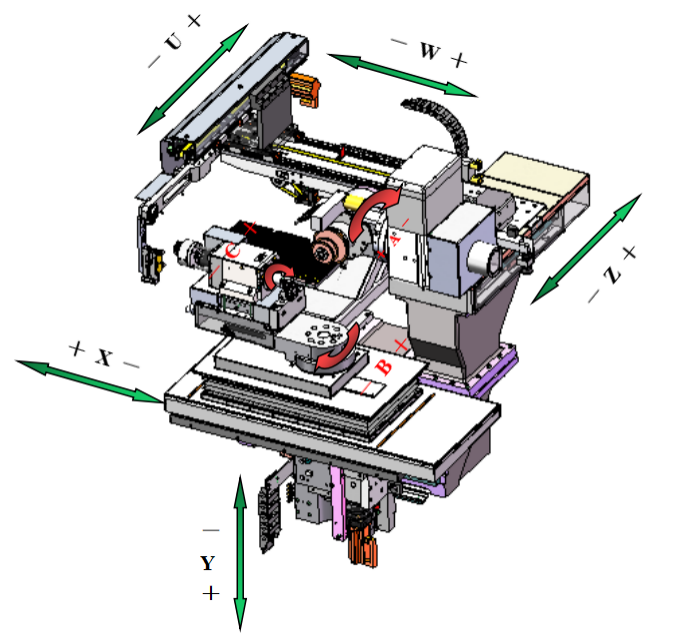
Mo diagramă de structurăde mașină
Domeniul de aplicare
Această mașină produce freze și burghie, potrivite pentru prelucrarea materialelor din aliaje dure și oțel de mare viteză.
Cicluri de fabricare a sculelor și de rectificare
1. Freze standard: canelare, spate cu lopata, ascuțire cu greble, ascuțire marginea inferioară, digitizare, reșlefuire.
2. Burghiu standard: crestare, reducerea diametrului exterior, ascuțirea vârfului, digitizare și șlefuire.
1. Specificații tehnice
| № | Conţinut | Cerinţă | Număr | Unitate |
| 1.1 | Dimensiunile piesei de prelucrat | |||
| 1.1.1 | Lungimea de prindere | ≤ | 230 | mm |
| 1.1.2 | Diametrul de prindere | între | 2-20 | mm |
| 1.1.3 | Lungimea de măcinare | ≤ | 150 | mm |
| 1.1.4 | Diametru de măcinare | între | 0,2-12 | mm |
| 1.2 | Ax de slefuire | |||
| 1.2.1 | Tipul de unitate | Acurate | acționare directă | - |
| 1.2.2 | Putere | puterea nominală | 13.6 | kW |
| 1.2.3 | Răcire | Acurate | Răcit cu ulei | - |
| 1.2.4 | Controlul vitezei discului abraziv | Acurate | Viteză fără trepte | - |
| 1.2.5 | Viteză | între | 0-10000 | rpm |
| 1.2.6 | Numărul de capete de șlefuit ax | Acurate | 2 | buc |
| 1.3 | Roata de polizare | |||
| 1.3.1 | Diametru | ≤ | 150 | mm |
| 1.3.2 | Număr maxim de roți de șlefuit pe ax | ≤ | 4 | buc |
| 1.3.3 | Diametrul axului roților de șlefuit | Acurate | 25 | mm |
| 1.3.4 | Program de alimentare controlată cu lichid de răcire | Acurate | Da | - |
| 1.3.5 | Numărul de duze de răcire | ≥ | 3 | buc |
| 1.4 | Sistem de prindere a piesei de prelucrat | |||
| 1.4.1 | Sistem de prindere | Acurate | Hidraulic, automat | - |
| 1.4.2 | Colier de prindere | Acurate | SCHAUBLIN W20 | - |
| 1.4.3 | Tipul de unitate | Acurate | acționare directă | - |
| 1.5 | Parametrii axei | |||
| 1.5.1 | Tip | Acurate | liniar | - |
| 1.5.2 | Deplasarea pe axa X | ≤ | 280 | mm |
| 1.5.3 | Deplasare pe axa Z | ≤ | 130 | mm |
| 1.5.4 | Cursarea axei Y | ≤ | 230 | mm |
| 1.5.5 | Rezoluția axei XYZ | Acurate | 0,0001 | mm |
| 1.5.6 | Viteza axei XYZ | ≤ | 10 | m/min |
| 1.5.7 | Cursarea axei A | ≤ | 360 | grad |
| 1.5.8 | Rezoluție pe axa A | Acurate | 0,0001 | grad |
| 1.5.9 | Viteza pe axa A | ≤ | 300 | rpm |
| 1.5.10 | Cursarea axei B | ± | 210 | grade |
| 1.5.11 | Viteza pe axa B | ≤ | 12 | rpm |
| 1.6 | Sistem de incarcare si descarcare | |||
| 1.6.1 | Sistem de incarcare si descarcare | Acurate | Braț robotizat tip truss | - |
| 1.6.2 | Numărul de tăvi | Acurate | 2 | buc |
| 1.6.3 | Diametrul piesei de prelucrat de încărcare și descărcare automată | Între | 2-12 | mm |
| 1.6.4 | Lungimea piesei de prelucrat de încărcare și descărcare automată | ≤ | 40-200 | mm |
| 1.6.5 | Numărul maxim de piese de prelucrat | ≤ | 300 | buc |
| 1.6.6 | Software | Acurate | Da | - |
| 1.7 | Alte componente | |||
| 1.7.1 | Abilitatea de a detecta piesele de prelucrat pe mașini-unelte | Acurate | Da | - |
| 1.7.2 | Sistem automat de lubrifiere centralizat | Acurate | Da |
|
| 1.7.3 | Lampă de semnalizare tricoloră | Acurate | Da | - |
| 1.8 | Opțional | |||
| 1.8.1 | Echipament de separare a vaporilor de ulei | Acurate | Opțional | - |
| 1.9 | Controla | |||
| 1.9.1 | Sistem de control | Acurate | NUM-Flexium+68 | - |
| 1.9.2 | Panoul de operare | Acurate | Touch screen | - |
| 1.9.3 | Axa de control digitală | Acurate | Da | - |
| 1.9.4 | Afișaj color | Acurate | Da | - |
| 1.9.5 | Dimensiunea afișajului | Acurate | 19 | inch |
| 1.10 | Modul software de șlefuire a sculelor | |||
| 1.10.1 | Freze simple | Acurate | Da | - |
| 1.10.2 | Exerciții simple | Acurate | Da | - |
| 1.10.3 | Modul de detectare automată a sondei | Acurate | Da | - |
| 1.11 | Parametrii electrici ai echipamentului | |||
| 1.11.1 | Voltaj | Acurate | 380±10% | V |
| 1.11.2 | Frecvenţă | Acurate | 50±10% | Hz |
| 1.11.3 | Putere | ≤ | 25 | KW |
| 1.12 | Dimensiuni | |||
| 1.12.1 | Lungime | ≤ | 2 000 | mm |
| 1.12.2 | Lăţime | ≤ | 2800 | mm |
| 1.12.3 | Înălţime | ≤ | 2 200 | mm |
| 1.12.4 | Calitate | ≤ | 4 750 | kg |
2. Lista de configurare standard
| № | Conţinut | Model | Marca | Număr | ||
| 2.1 | Mașină unealtă | |||||
| 2.1.1 | Configurație pe axa X | |||||
| 2.1.1.1 | - Tijă șurub | Personalizat | NSK | 1 buc | ||
| 2.1.1.2 | - Sine | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2 buc | ||
| 2.1.1.3 | - Scala optică | LC483-370 | HEIDENHAIN | 1 buc | ||
| 2.1.2 | Configurația axei Y | |||||
| 2.1.2.1 | - Tijă șurub | Personalizat | NSK | 1 buc | ||
| 2.1.2.2 | - Sine | 1×MR35-C2-600-20-20-G2-V2+MRK | SCHNEEBERGER | 2 buc | ||
| 2.1.2.3 | - Scala optică | LC483-370 | HEIDENHAIN | 1 buc | ||
| 2.1.3 | Configurația axei Z | |||||
| 2.1.3.1 | - Tijă șurub | Personalizat | NSK | 1 buc | ||
| 2.1.3.2 | - Sine | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2 buc | ||
| 2.1.3.3 | - Scala optică | LC483-370 | HEIDENHAIN | 1 buc | ||
| 2.1.4 | Configurația axei C | |||||
| 2.1.4.1 | - Encoder unghiular | ECN113 | HEIDENHAIN | 1 buc | ||
| 2.1.4.2 | - Motor cu acționare directă | MSP-1000-2-002-158 | EMB | 1 buc | ||
| 2.1.5 | Placa turnantă pe axa B | WDC-C180 | GuTian | 1 buc | ||
| 2.1.5 | Placă turnantă pe axa A | WDC-C200L | GuTian | 1 buc | ||
| 2.1.6 | Ax electric dublu cu magnet permanent | Putere nominala 7,1 kW | Chuangyun | 1 buc | ||
| 2.1.7 | Manipulator cu două axe | - | Chuangyun | 1 buc | ||
| 2.1.8 | Tavă | 148-LP-D4 | Chuangyun | 2 buc | ||
| 2.1.9 | Tavă | 148-LP-D6 | Chuangyun | 2 buc | ||
| 2.1.10 | Tavă | 148-LP-D8 | Chuangyun | 2 buc | ||
| 2.1.11 | Falca de prindere | D0,5-3,2/D3,0-7,0/D7-13 | Chuangyun | 1 set | ||
| 2.1.12 | Bloc V de înaltă precizie | (3-5) | Chuangyun | 1 buc | ||
| 2.1.13 | Bloc V de înaltă precizie | (5-7) | Chuangyun | 1 buc | ||
| 2.1.14 | Bloc V de înaltă precizie | (6-12) | Chuangyun | 1 buc | ||
| 2.1.15 | Colet | D4W20 (80-00004) | SCHAUBLIN | 1 buc | ||
| 2.1.16 | Sondă | TS150 | HEIDENHAIN | 1 buc | ||
| 2.1.17 | tija roata de rectificat (lung) | 119×∅31,75×∅96mm | Chuangyun | 1 buc | ||
| 2.1.18 | tija roata de rectificat (scurta) | 87×∅31,75×∅96mm | Chuangyun | 1 buc | ||
| 2.1.19 | Aer condiționat | - | YUEDE | 1 buc | ||
| 2.1.20 | Lampă de semnalizare tricoloră | DC24V | Schneider | 1 buc | ||
| 2.1.21 | Debitmetru | SI5000 | IFM | 1 buc | ||
| 2.1.22 | Sursa de alimentare specifică conducerii | 15 kW | NEWCOM | 1 buc | ||
| 2.1.23 | Grup de supape electromagnetice | M4GE280R-CX-E20D-5-3 | CKD | 1 set | ||
| 2.1.24 | Sistem automat de lubrifiere pe axa X,Y,Z | - | Taiwan | 1 set | ||
| 2.2 | Configurarea sistemului CNC | |||||
| 2.2.1 | BOXPC | FXPC004NN1HNR10 | NUM | 1 buc | ||
| 2.2.2 | Filtru de putere | AGOFIL024A | NUM | 1 buc | ||
| 2.2.3 | Filtru de putere | AGOFIL001S | NUM | 1 buc | ||
| 2.2.4 | Rezistenţă | AGORES008 | NUM | 1 buc | ||
| 2.2.5 | Alimentarea principală a sistemului | MDLL3015N00AN0I | NUM | 1 buc | ||
| 2.2.6 | Servo driver | MDLUX021B1CAN0I | NUM | 4 buc | ||
| 2.2.7 | Servomotor pe axa B | SPX1262N5IA2L02 | NUM | 1 buc | ||
| 2.2.8 | Motor pe axa A | MDLUX014B1CAN0I | NUM | 1 buc | ||
| 2.2.9 | Servomotor pe axa Y | SPX0751V5IF2L02 | NUM | 1 buc | ||
| 2.2.10 | Servomotor pe axa X/Z | MDLUX014B1CAN0I | NUM | 2 buc | ||
| 2.2.11 | Servodriver pentru axa U/W | SPX0952N5IA2L02 | NUM | 2 buc | ||
| 2.2.12 | Servomotor pe axa V | MDLUX014B1CAN0I | NUM | 1 buc | ||
| 2.2.13 | Cuplaj | SPX0751V5IA2L02 | NUM | 1 buc | ||
| 2.2.14 | Intrare | SPX0751V5IA2L02 | NUM | 2 buc | ||
| 2.2.15 | Ieșire | EK1100 | NUM | 2 buc | ||
| 2.2.16 | Modul de intrare analogică | CTMT1809 | NUM | 1 buc | ||
| 2.2.17 | Terminator | CTMT2809 | NUM | 1 buc | ||
| 2.2.18 | Panoul de operare | CTMT3162 | NUM | 1 buc | ||
| 2.2.19 | NCK | CTMT9011 | NUM | 1 buc | ||
| 2.2.20 | NCK | FXHE02ARE2HE000 | NUM | 1 buc | ||
| 2.2.21 | NCK | FXP2101200 | NUM | 1 buc | ||
| 2.2.22 | NCK | FXSO200061 | NUM | 1 buc | ||
| 2.2.23 | NCK | FXSV994100 | NUM | 1 buc | ||
| 2.2.24 | NCK | FXSO100006 | NUM | 1 buc | ||
| 2.2.25 | NCK | FXSO100008 | NUM | 1 buc | ||
| 2.2.26 | NCK | FXSO100375 | NUM | 1 buc | ||
| 2.2.27 | NCK | FXSO100392 | NUM | 1 buc | ||
| 2.2.28 | NCK | FXPA000586 | NUM | 1 buc | ||
| 2.2.29 | NCK | FXSW282122 | NUM | 1 buc | ||
| 2.2.30 | NCK | FXSW282124 | NUM | 1 buc | ||
| 2.2.31 | NCK | FXSO100012 | NUM | 1 buc | ||
| 2.3 | Configurație standard a software-ului de șlefuit scule | |||||
| 2.3.1 | Freză simplă | Chuangyun auto-dezvoltat | 1 buc | |||
| 2.3.2 | Burghiu simplu | Chuangyun auto-dezvoltat | 1 buc | |||
| 2.3.3 | Verificarea coliziunilor 3D cu simularea mașinii 3D | Chuangyun auto-dezvoltat | 1 buc | |||
| 2.3.4 | Simulare instrument 3D | Chuangyun auto-dezvoltat | 1 buc | |||
| 2.3.5 | Detectare automată a sondei | Chuangyun auto-dezvoltat | 1 buc | |||