






Mașină de găurit cu flanșă cu arbore cu patru stații

Caracteristicile mașinii
Seria de mașini de găurit și frezat CNC cu flanșe cu patru stații este utilizată în principal pentru prelucrarea flanșelor circulare și poate fi, de asemenea, utilizată pentru găurirea/frezarea eficientă a pieselor de prelucrat cu grosimi în intervalul efectiv, cum ar fi semiarbori, plăci plate, flanșe, discuri și inele. / Tapare / alezare / gravare și alte procese. Găurile de trecere și găurile oarbe pot fi găurite pe piese de materiale simple și materiale compozite. Mașina unealtă este controlată digital pentru o operare ușoară. Poate realiza automatizare, precizie ridicată, soiuri multiple, producție de masă.
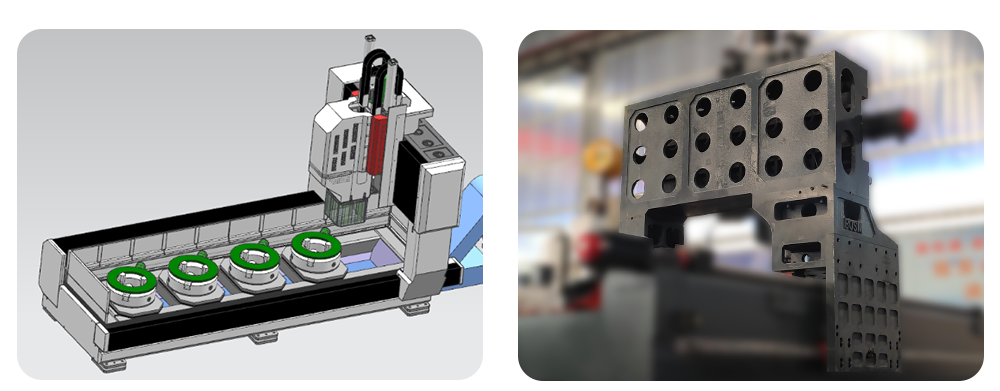
Structura mașinii
Această mașină are în principal masă de lucru, patru seturi de mandrine hidraulice cu patru fălci cu autocentrare, un portal mobil, o șa glisantă mobilă, un cap de putere de foraj și frezare, un dispozitiv de lubrifiere automată și un dispozitiv de protecție, un dispozitiv de răcire cu circulație, un sistem de control digital și un sistem electric. etc compoziție. Sprijinirea și ghidarea ghidajului liniei de rulare și a antrenamentului cu șurub de precizie, mașina unealtă are o precizie ridicată de poziționare și precizie de poziționare repetată.
1. Masa de lucru pentru pat:
Patul este realizat din părți structurale din oțel. Se finisează prin tratament secundar de revenire. Are o rigiditate dinamică și statică bună și nu se deformează. Masa de lucru folosește patru seturi de mandrine hidraulice autocentrante cu patru fălci de 500 mm pentru prinderea rapidă a pieselor de prelucrat. Două perechi de ghidaje liniare de rulare de mare capacitate sunt instalate pe ambele părți ale patului. După poziționare, cele două seturi de blocare de mare intensitate importate. Clema puternică a șinei este poziționată ferm și blocată pe șină. Clema se potrivește perfect fără a deteriora glisorul șinei. Timpul de deschidere și închidere a clemei este de numai 0,06 secunde, ceea ce scurtează foarte mult timpul de procesare. Sistemul de antrenare folosește un servomotor absolut al magistralei și de precizie. Pe fundul patului sunt distribuite șuruburi reglabile, ceea ce poate regla cu ușurință nivelul mesei de pat.
2.Portal mobil:
Portalul mobil este turnat cu fier gri 250. Înălțimea grinzii grele este de 800 mm pentru a-i spori rezistența. Două perechi de ghidaj liniar rulant de mare capacitate sunt instalate pe partea frontală a portalului. Glisorul albastru folosește o pereche de șuruburi cu bile de precizie și un servomotor pentru a deplasa glisiera capului de putere în direcția axei Y. Un cap de foraj este instalat pe glisiera capului de putere. Mișcarea portalului este realizată de servomotorul care antrenează mama șurubului cu bile să se rotească pe șurubul cu bile printr-un cuplaj de precizie.
3.Șa mobilă glisantă:
Șaua glisantă mobilă este o componentă structurală de precizie din fontă. Șaua glisantă este lărgită și mărită pentru a mări distanța dintre centrele șinei de ghidare. Două seturi de perechi de șine de ghidare liniare de rulare de capacitate ultra-înaltă și perechi de șuruburi cu bile de precizie sunt conectate la brațul de înaltă precizie. avans industrial, derulare rapidă înapoi și oprire a capului de putere. Cu funcții de spargere automată a așchiilor, îndepărtare a așchiilor, pauză.

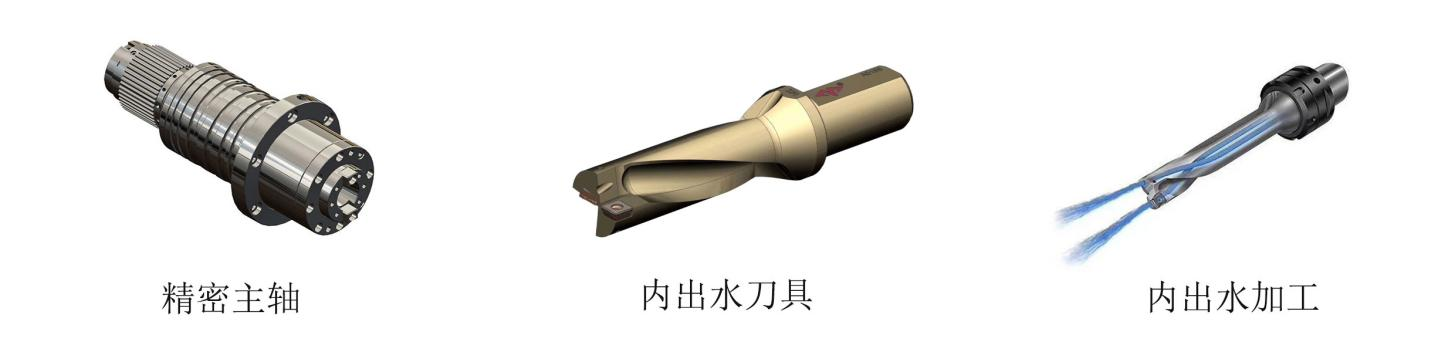
4.Cap de putere de foraj:
Capul de putere de foraj folosește un motor servo-ax dedicat. Axul mecanic de precizie este antrenat de decelerația curelei sincrone dințate pentru a crește cuplul. Axul folosește rulmenți de contact unghiular japonezi din față cu trei, două și cinci rânduri pentru a obține o schimbare continuă a vitezei. Înlocuire rapidă și ușoară, alimentarea este antrenată de servomotor și șurub cu bile. Axele X și Y pot fi legate, iar controlul în buclă semi-închisă poate fi utilizat pentru a realiza funcții de interpolare liniară și circulară.
5. Transportor automat de așchii cu lanț plat și dispozitiv de răcire cu circulație
Această mașină este echipată cu un transportor automat de așchii cu lanț plat și un colector de așchii. Dispozitivul de răcire cu circulație este echipat cu un filtru de hârtie, care are o pompă de răcire internă de înaltă presiune și o pompă de răcire externă de joasă presiune pentru răcirea internă și externă a sculei.
5.1 Dispozitiv de lubrifiere automată și dispozitiv de protecție:
Această mașină este echipată cu dispozitivul de lubrifiere automată cu presiune parțială volumetrică original din Taiwan, care poate lubrifia automat șinele de ghidare, șuruburile de plumb și alte perechi mobile și nu există un unghi mort pentru a asigura durata de viață a mașinii. Axa X și axa Y ale mașinii-unelte sunt echipate cu capace de protecție rezistente la praf, iar în jurul bancului de lucru sunt instalate apărătoare rezistente la stropire.
6. CNCsistem de control:
6.1. Cu funcția de spargere a așchiilor, timpul de rupere a așchiilor și ciclul de spargere a așchiilor pot fi setate pe interfața om-mașină.
6.2. Cu funcția de ridicare a sculei, înălțimea de ridicare a sculei poate fi setată pe interfața om-mașină. Când găuriți la această înălțime, burghiul este ridicat rapid deasupra piesei de prelucrat, apoi așchiul este zdrobit, apoi înaintat rapid către suprafața de găurire și convertit automat în lucru.
6.3. Cutia de control centralizată a funcționării și unitatea portabilă adoptă un sistem de control numeric și sunt echipate cu o interfață USB și un afișaj LCD. Pentru a facilita programarea, stocarea, afișarea și comunicarea, interfața de operare are funcții precum dialogul om-mașină, compensarea erorilor și alarma automată.
6.4. Echipamentul are funcția de previzualizare și reverificare a poziției găurii înainte de procesare, iar operațiunea este foarte convenabilă.

7. Clemă șină:
Clema este compusă din corpul principal al clemei, actuatoare etc. Este o componentă funcțională de înaltă performanță utilizată împreună cu perechea de ghidaj liniar de rulare. Prin principiul expansiunii forței blocului de pană, generează o forță de strângere puternică; are un portal fix, poziționare precisă, anti-vibrații și funcție de îmbunătățire a rigidității.
Are urmatoarele caracteristici:
Ø 1) Forță de strângere puternică și sigură și fiabilă, strângând axa XY nemișcată în timpul procesării de găurire și filetare.
Ø 2)Forța de strângere extrem de mare crește rigiditatea avansului axial și previne frecarea cauzată de vibrații.
Ø 3)Răspuns rapid, timpul de răspuns la deschidere și închidere este de numai 0,06 secunde, ceea ce poate proteja mașina unealtă și poate crește durata de viață a șurubului.
Ø 4)Suprafață durabilă, placată cu nichel, performanță bună anti-rugină.
Ø 5) Design nou pentru a evita impactul rigid la strângere.

Specifician
| Model | BOSM-DS500 | Unitate | |
| Dimensiunea maximă a piesei de prelucrat | Diametrul exterior | 50-500 | mm |
| Înălțimea maximă a piesei de prelucrat | 300 | Kg | |
| Diametrul piesei de prelucrat pe jumătate de arbore | ≤200 | mm | |
| Lungimea arborelui | 700 mm poate fi mărită în funcție de fundație | mm | |
| Grosimea piesei de prelucrat | ≤5 ori diametrul burghiului | mm | |
| Cap de foraj de tip berbec vertical | CANTITATE | 1 | Buc |
| Conicitatea axului | BT40 | ||
| Diametrul forajului | Φ2-Φ36 | mm | |
| Interval de atingere | M6-M24 | ||
| Viteza axului | 30~3000 | r/mm | |
| Puterea motorului axului servo | 15 | Kw | |
| Distanța de la partea inferioară a arborelui la masa de lucru | 150-550mm±20 | mm | |
| Mișcarea laterală a capului de putere (Axa X) | MAX. voiaj | 2600 | mm |
| Viteza axei X | 0~8 | m/min | |
| Puterea servomotorului axa X | 2.4 | Kw | |
| Mișcarea longitudinală a fasciculului în mișcare (Axa Y) | MAX. voiaj | 500 | mm |
| Viteza axei Y | 0~8 | m/min | |
| Puterea servomotorului axa Y | 2.4 | Kw | |
| Mișcare de alimentare verticală a traversei (axa Z) | MAX. voiaj | 400 | mm |
| Viteza axei Z | 0~4 | m/min | |
| Puterea servomotorului axa Z | Frână 1×2.4 | Kw | |
| Precizia poziționării | 500x500 | ±0,03 | mm |
| Precizia de indexare | 360° | ±0,001° | |
| Dimensiunea mașinii | Lungime x latime x inaltime | 3600×1650×2300 | mm |
| Greutatea mașinii | 8.5 | T | |
Inspecție de calitate
Fiecare mașină este calibrată cu un interferometru laser de la compania RENISHAW din Regatul Unit, care inspectează și compensează cu acuratețe erorile de pas, reacția, precizia de poziționare și precizia de poziționare repetată pentru a asigura dinamica, stabilitatea statică și acuratețea de procesare a mașinii. . Test cu bară cu bile Fiecare mașină folosește un tester cu bară cu bile de la compania britanică RENISHAW pentru a corecta exactitatea reală a cercului și ma
precizie geometrică a mașinii și efectuează experimente de tăiere circulară în același timp pentru a asigura precizia de prelucrare 3D a mașinii și precizia cercului.

Mediul de utilizare a mașinilor-unelte
1.1 Cerințe de mediu ale echipamentelor
Menținerea unui nivel constant al temperaturii ambientale este un factor esențial pentru prelucrarea de precizie.
(1) Temperatura ambiantă disponibilă este de -10 ℃ ~ 35 ℃. Când temperatura ambientală este de 20 ℃, umiditatea ar trebui să fie de 40 ~ 75%.
(2) Pentru a menține precizia statică a mașinii-unelte în intervalul specificat, temperatura ambientală optimă trebuie să fie de 15 ° C până la 25 ° C cu o diferență de temperatură
Nu trebuie să depășească ± 2 ℃ / 24 de ore.
1.2 Tensiune de alimentare: trifazat, 380 V, fluctuație de tensiune în ± 10%, frecvență de alimentare: 50 HZ.
1.3 Dacă tensiunea din zona de utilizare este instabilă, mașina unealtă trebuie să fie echipată cu o sursă de alimentare reglată pentru a asigura funcționarea normală a mașinii unealte.
1.4. Mașina unealtă trebuie să aibă o împământare fiabilă: firul de împământare este de cupru, diametrul firului nu trebuie să fie mai mic de 10 mm², iar rezistența de împământare este mai mică de 4 ohmi.
1.5 Pentru a asigura performanța normală de funcționare a echipamentului, dacă aerul comprimat al sursei de aer nu îndeplinește cerințele sursei de aer, un set de dispozitive de purificare a sursei de aer (dezumidificare, degresare, filtrare) trebuie adăugat înainte de admisia de aer a mașinii.
1.6. Echipamentul trebuie ținut departe de lumina directă a soarelui, vibrații și surse de căldură și departe de generatoare de înaltă frecvență, mașini electrice de sudură etc., astfel încât să se evite eșecul producției mașinii sau pierderea preciziei mașinii.
Service înainte și după
1) Înainte de service
Prin studierea cererii și a informațiilor necesare din partea clienților și apoi a feedback-ului către inginerii noștri, echipa tehnică Bossman este responsabilă pentru comunicarea tehnică cu clienții și formularea soluțiilor, asistând clientul în selectarea soluției de prelucrare adecvate și a mașinilor potrivite.
2) După service
A.Mașina cu garanție de un an și plătită pentru întreținere pe viață.
B. În timpul perioadei de garanție de un an de la sosirea mașinii în portul de destinație, BOSSMAN va oferi servicii de întreținere gratuite și în timp util pentru diferite defecțiuni ale mașinii care nu sunt provocate de om și va înlocui în timp util toate tipurile de piese care nu sunt provocate de om. cu plata . Defecțiunile care apar în timpul perioadei de garanție vor fi reparate la taxele corespunzătoare.
C. Suport tehnic in 24 de ore online, TM, Skype, E-mail, rezolvarea intrebarilor relative in timp. dacă nu poate fi rezolvată, BOSSMAN va aranja imediat ca un inginer post-vânzare să sosească la fața locului pentru reparații, cumpărătorul trebuie să plătească pentru VISA, bilete de avion și cazare.
Site-ul Clientului






