






Centru de prelucrare tip portal cu cinci axe Seria GF






Caracteristici
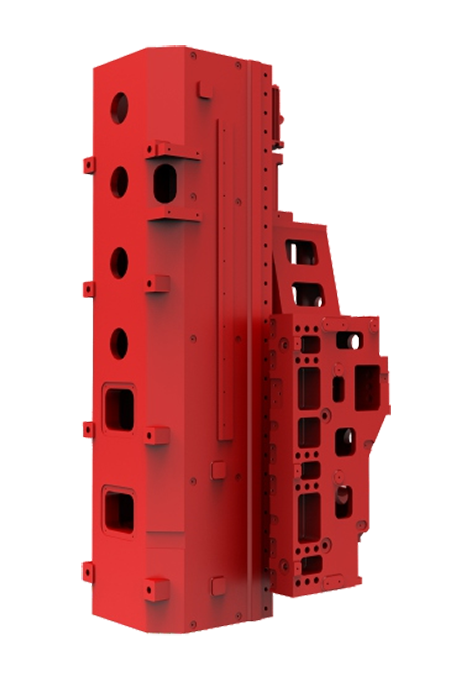
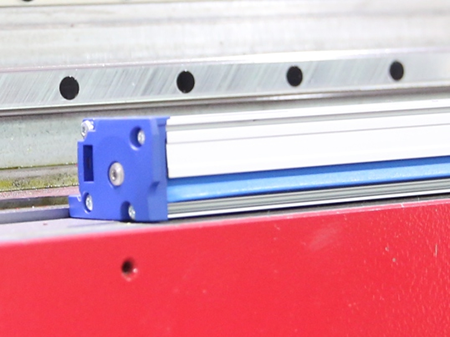
Design înclinat al axei X
Înălțimea platformei de montare a diferitelor șine de ghidare liniare pe axa X asigură o rigiditate ridicată și realizează o poziționare de mare viteză și de înaltă precizie
Specială în formă de USaddleDesign
Capul este proiectat cu cap de înaltă rigiditate, care este prins de șa în formă de U prin șine de ghidare pe ambele părți pentru a asigura rigiditatea ridicată a prelucrării cu extensie a axei Z.
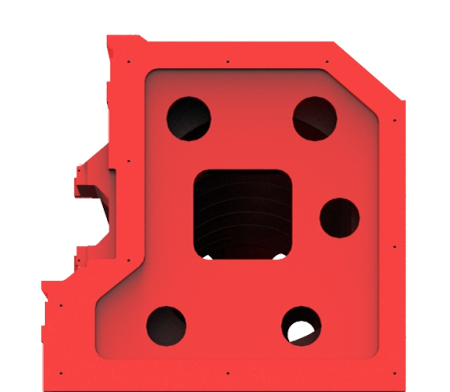
TheJuntSsuprafataOf The WgaurăMachineSstructuraIs PrecizieScoborât
Zona sa de contact este de peste 90% pentru a asigura precizia geometrică a întregii mașini
UltraSmasăAprecizie
Tija șurubului adoptă modul de instalare alfiPretensionare fixă la ambele capete și răzuire la îmbinările de turnare pentru a asigura precizia ultra-înaltă și ultra-stabilă a mașinii-unelte cu curse mari.
IntegratGantryAnd Base
Design integrat cu fascicul de coloană, îmbunătățește rigiditatea mașinii și stabilitatea procesării.

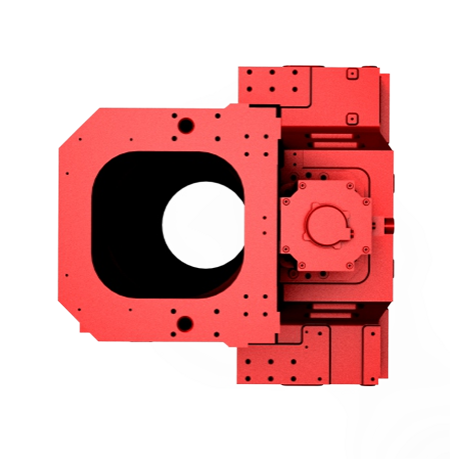
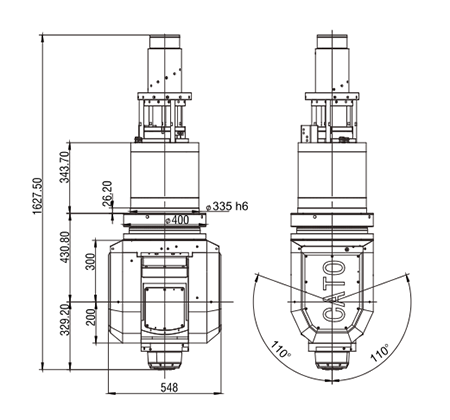
F1 Tip furcă Cap de frezare sincron cu două axe
Structura transversală simetrică are o rigiditate structurală mai mare și o suprimare a vibrațiilor decât modelele de același nivel.
Axa B/C folosește un motor cu acționare directă și un sistem de frânare hidraulic cu răspuns ridicat, care are o precizie mai mare, joc zero și uzură zero.
Designul circuitului răcit cu apă și axul sunt echipate standard cu o ieșire centrală de apă, care poate suprima în mod eficient schimbările de creștere a temperaturii și poate asigura o precizie mai mare.

Oopțional Configurare
Detectarea sculelor sparte în revistă
Unitatea de detectare este instalată în biblioteca de instrumente, iar procesul de detectare și procesul de procesare sunt efectuate simultan, fără a afecta ritmul de procesare.
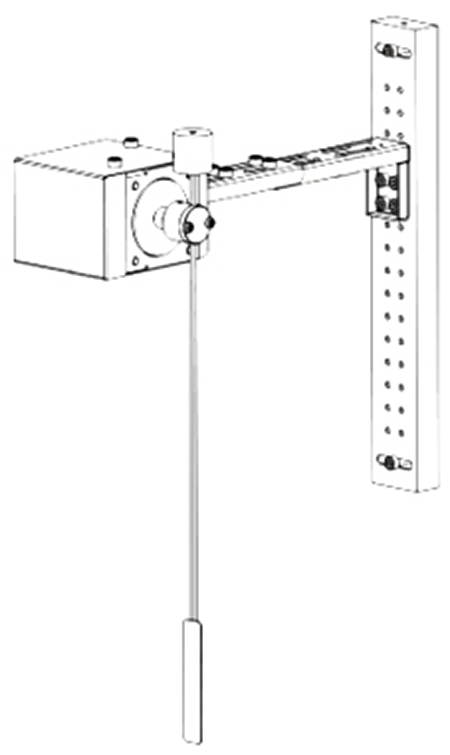
AxialOpțional Cântare
Semnalul de ieșire măsurat este un puls digital, care are caracteristicile unui interval mare de detecție, precizie ridicată de detecție și viteză de răspuns rapidă.
Sistem de detectare online
Rreduceți timpul de setare a sculei și alinierea piesei de prelucrat și economisiți 90% timp auxiliar.
Rreduceți deșeurile cauzate de eroarea de aliniere a setării sculei și a piesei de prelucrat și îmbunătățiți randamentul.

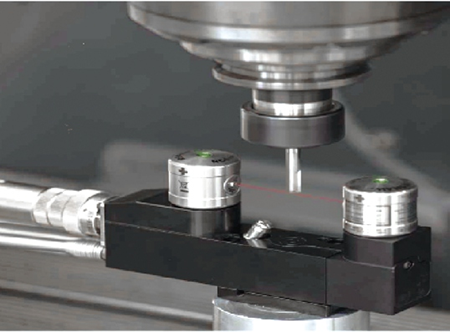
Instrument de setare a instrumentelor laser
Detectarea rapidă și precisă a dimensiunii sculei pentru a asigura o utilizare pe termen lung fără uzură
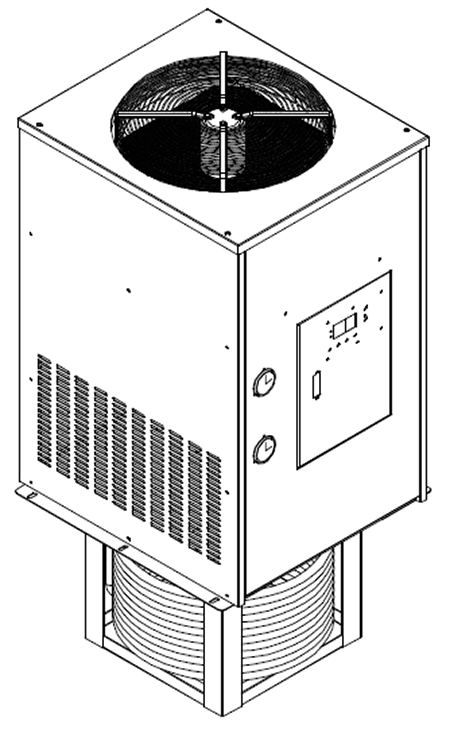
Dispozitiv de răcire a fluidului de tăiere
Deplasarea termică a dispozitivului de fixare și a piesei de prelucrat cauzată de creșterea temperaturii fluidului de tăiere va afecta precizia de prelucrare.
Sistemul poate asigura creșterea temperaturii fluidului de tăiere cu 3-5℃
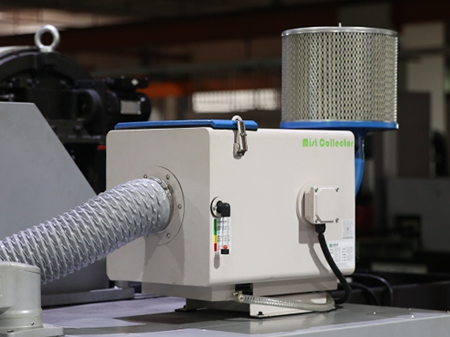
Sistem de colectare a ceață de ulei
Rată ridicată de purificare, funcționare stabilă, zgomot silențios. Filtrați eficient aerul solubil în apă și fumul de ceață de ulei în atelier și purificați în profunzime aerul.
Specificatii tehnice
| Proiect | GF2020-5X | GF3020-5X | GF4020-5X | |
| Voiaj | Cursarea axei X/Y/Z | 2000×2000×800mm | 3000×2000×800mm | 4000×3000×1000mm |
| Îndreptați nasul spre centrul mesei | 90-890 mm | 80-880 mm | -100-900mm | |
| Masă | Dimensiunea mesei | 2000×1100 mm | 3000×1200 mm | 4000×2000 mm |
| Sarcina maximă a mesei | 2000Kg | 2500 kg | 20000 kg | |
| Ax | Conicitatea axului | HSK-A63 | HSK-A63 | HSK-A100 |
| Viteza maximă a axului | 18000 rmp | 18000 rmp | 8000 rmp | |
| Puterea motorului axului | 30/33.5KW | 30/33.5KW | 70/75KW | |
| Cuplul motorului axului | 72/85 Nm | 72/85 Nm | 350/450 Nm | |
| Rata de avans | Viteza rapidă a axei X/Y/Z | 36/30/30 | 30/30/30 | 15/15/10 |
| Alimentare de tăiere | 1-12000 | 1-12000 | 1-10000 | |
| ATC | Numărul instrumentului | 24T | 24T | 24T |
| Lungimea maximă a sculei | 400 mm | 400 mm | 400 mm | |
| Diametrul maxim al sculei | 120 mm | 120 mm | 250 mm | |
| Greutatea maximă a sculei | 8 kg | 8 kg | 15 kg | |
| Timp de schimbare a sculei (de la unealta la alta) | 4,5S | 4,5S | 5S | |
| Trei axe | Ghidaj pe axa X | Rolă 45/4 | Rolă 45/5 | Rolă 45/4 |
| Ghidaj pe axa Y | 55/2 Rolă | 55/2 Rolă | 65 Rolă | |
| Ghidaj pe axa Z | Rolă 55/3 | Rolă 55/3 | 65 Rolă | |
| Șurub pentru axa X | φ50×16 | φ63×16 | φ80×20 | |
| Șurub pentru axa Y | φ50×16 | φ50×16 | φ63×16 | |
| Șurub pentru axa Z | φ50×12 | φ50×12 | φ63×16 | |
| Precizie | Precizia poziționării | ±0,005/300mm | ±0,005/300mm | ±0,005/300mm |
| Repetarea preciziei de poziționare | ±0,003/300mm ±0,003/300mm | ±0,003/300mm | ||
| Putere | Cerința de putere | Trifazat 380V±10%,50Hz±1%Trifazat 380V±10%,50Hz±1% | Trifazat 380V±10%,50Hz±1% | |
| Presiunea aerului | ≥6kg/c ≥6kg/c | ≥6kg/c | ||
| Debitul de aer | ≥0,5 mm³/min ≥0,5 mm³/min | ≥0,5 mm³/min | ||
| Dimensiunea mașinii | Greutatea mașinii | 20T 22T | 50T | |
Procesarea cazurilor
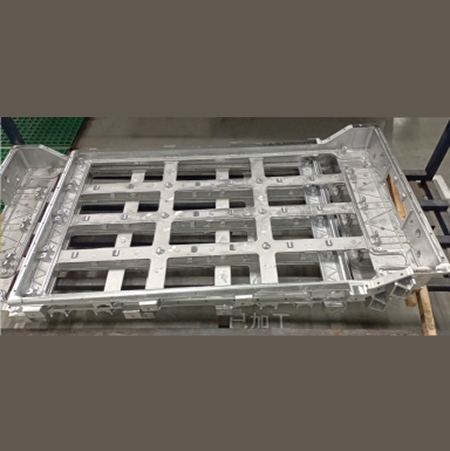
1.AutoMould
RidicatProcessingEeficiență
Prindere unică a piesei de prelucrat, control simultan pe 5 axe
Procesarea pe verticală, pe orizontală și cu diferite unghiuri libere pot fi finalizate sincron
RidicatMaterialRemoționareRa mancat
Viteză mare, ax de mare putere
Rigiditate ridicată și caracteristici dinamice ridicate ale întregii structuri a mașinii
RidicatCrostindFeedRa mancat
Unitate de mare viteză pe axa XYZ
Rigiditate ridicată și caracteristici dinamice ridicate ale întregii structuri a mașinii

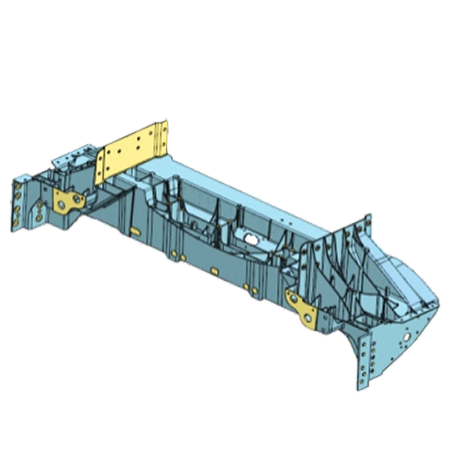

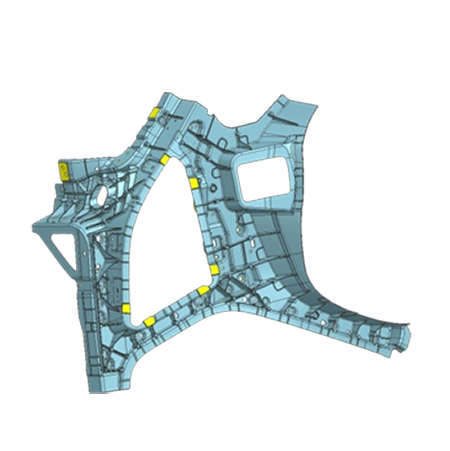
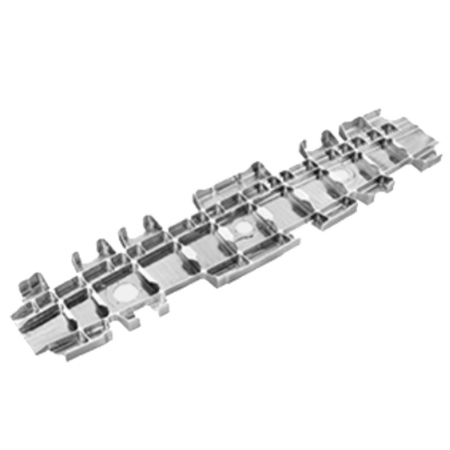
2.AerospațialSstructuralePartele
ExcelentSsuprafataProcessingQualitate
Aplicare de tăiere simultană pe cinci axe
Capacitate de procesare de înaltă precizie
Foarte multShortenProcessingAnd PungereTime
Acționare cu motor liniar
Unitate de mare viteză pe axa X/Y/Z
RidicatPrecizie
Ax de mare viteză, de mare putere
Rigiditate ridicată și stabilitate ridicată a întregii structuri a mașinii


Trimite-ne mesajul tau:
Categorii de produse
-

Centru de prelucrare pe portal cu cinci axe Seria GT
-

Centru de prelucrare tip portal cu cinci axe seria PM-GU
-

Centru de prelucrare tip portal cu cinci axe seria PM-U
-

Centru de prelucrare verticală cu cinci axe Seria CTB
-

Centru de prelucrare tip portal cu cinci axe seria PM-GUN
-

Centru de prelucrare verticală cu cinci axe Seria CV