






Strung CNC cu ax dublu seria 208






Configurarea produsului
Introducere
TurelăDesignPperformanță
Structura integrată pozitivă a axei Y este foarte rigidă, rezistentă și are performanțe mai bune decât axa Y de interpolare.
·Prelucrare mai netedă și mai netedă a conturului plan
· Mai ușor de prelucrat suprafețele curbe și contururile compuse
În comparație cu „interpolarea Y”, „Y pozitiv” are avantaje evidente în frezarea plană. Mișcarea „Y pozitivă” pe axa Y este perpendiculară pe axa X și este o mișcare cu o singură axă. Mișcarea pe axa Y de „interpolare Y” este de a interpola o linie dreaptă prin mișcarea simultană a axei X și a axei Y. În comparație cu „Y pozitiv” pentru planeitatea planului de frezare, procesarea axei „Y pozitivă” este evident strălucitoare și netedă.
DirectDriveSsincronEelectricSpinle
Rigiditate ridicată, cuplu mare, eficiență mai mare, finisare mai bună, indexare mai precisă.
Toate piesele majore ale mașinii sunt fabricate din fontă HT300 cu o capacitate extrem de puternică de absorbție a șocurilor.
Caracteristici ale mașinilor-unelte cu axuri electrice cu antrenare directă
● Precizia de poziționare a codificatorului incremental cu inel magnetic (sinus și cosinus): 20 secunde de arc,
Precizia de indexare a axei C: 40 de secunde de arc
● Viteză rapidă de răspuns pornire-oprire, economisind timpul mașinii-unelte și îmbunătățind eficient capacitatea de producție
● Sarcină de tăiere mică, economie de energie și economie de energie, protecție mai bună a mașinilor-unelte și durată de viață extinsă
●Elimină în mod eficient vibrațiile axului, efectul de echilibrare bun, finisarea bună și îmbunătățirea finisajului suprafeței pieselor de prelucrat
(Avantaje ale strunjirii în loc de șlefuire, aspect dur de strunjire, rugozitatea suprafeței Ra 0,2μm)
· Motorul axului este echipat cu un sistem de răcire pentru a suprima influența deplasării termice și pentru a asigura că axul continuă să funcționeze la o temperatură constantă.
(Precizia curgerii capătului nasului este de 0,002 mm, asigurând o precizie mai stabilă)
· Ax sincron cu acționare directă montat în spate, instalare și întreținere mai convenabile
· A2-5: 7016AC-față două spate două
· A2-6: față NN3020+100BAR10S, spate NN3018
A2-8: față NN3024+BT022B*2, spate NN3022
grea-DutyCastIronBaseAnd Coponenţi
Toate piesele turnate sunt optimizate folosind analiza cu elemente finite (FEA) pentru a reduce distorsiunea și capacitatea de absorbție a șocurilor. Piesele turnate ale principalelor serii de strunguri sunt întărite cu nervuri pentru a spori rigiditatea și stabilitatea termică. Piesele turnate compacte și simetrice ale capului și contrapuntului sporesc și mai mult rigiditatea și asigură o precizie ridicată de poziționare și repetabilitate.
Specificatii tehnice
| Articol | Nume | Unitate | 208MS | 208MSY |
| Voiaj | Max. diametrul de rotație al patului | mm | Φ680 | Φ700 |
| Max. diametrul de prelucrare | mm | Φ370 | Φ300 | |
| Max. diametrul de rotație pe suportul sculei | mm | Φ300 | Φ300 | |
| Max. lungimea procesării | mm | 420 | 400 | |
| Distanța dintre două centre | mm | - | - | |
| Spinle Cilindru Chuck | Nas fus | ASA | A2-6 | A2-6 |
| Cilindru hidraulic/mandrina | inch | 8'' | 8'' | |
| Diametrul găurii axului | mm | Φ79/66 | Φ79/66 | |
| Max. tija prin diametrul gaurii | mm | Φ65/52 | Φ65/52 | |
| Axul Max. viteză | rpm | 4300 | 4300 | |
| Puterea motorului axului | kw | 18/22 | 18/22 | |
| Cuplul motorului axului | Nm | 91-227 | 91-227 | |
| sub-Spinle Cilindru Chuck | sub-Nas fus | ASA | A2-5 | A2-5 |
| sub-Cilindru hidraulic/mandrina | inch | 6” | 6” | |
| sub-Diametrul găurii axului | mm | Φ56 | Φ56 | |
| sub-Max. tija prin diametrul gaurii | mm | Φ46 | Φ46 | |
| sub-Axul Max. viteză | rpm | 5500 | 5500 | |
| sub-Puterea motorului axului | kw | 17.5 | 17.5 | |
| X/ZN/SAxisFeedParametre | Puterea motorului X | kw | 2.5 | 2.5 |
| Puterea motorului Y | kw | - | 1.2 | |
| Puterea motorului Z | kw | 2.5 | 2.5 | |
| Sputerea motorului | Kw | 1.2 | 1.2 | |
| Xdeplasarea axei | mm | 236 | 204 | |
| Ydeplasarea axei | mm | - | 100±50 | |
| Zdeplasarea axei | mm | 510 | 492 | |
| Specificațiile șinei axei X/Z | spec | 35 rola | 35 rola | |
| Specificațiile șinei axei Y | spec | 25 role | 25 role | |
| Deplasarea axei S | mm | 600 | 600 | |
| Xmișcare rapidă a axei | Mm/min | 20 | 20 | |
| Zmișcare rapidă a axei | Mm/min | 20 | 20 | |
| Ymișcare rapidă a axei | Mm/min | - | 8 | |
| Smișcare rapidă a axei | Mm/min | 24 | 24 | |
| Putere servo TurelăParametre | Tip turelă de putere | / | BMT55 | BMT55 |
| Stația de scule | / | 12T | 12T | |
| M puterea motorului | kw | 5.5 | 5.5 | |
| Cuplul motorului pe axa M | Nm | 35 | 35 | |
| Putere cap max. viteză | rpm | 6000 | 6000 | |
| Specificații suport pentru scule cu diametrul exterior | mm | 25*25 | 25*25 | |
| Specificații suport pentru scule cu diametrul interior | mm | Φ40 | Φ40 | |
| Timp de schimbare a sculei adiacente | sec | 0,15 | 0,15 | |
| Precizia poziționării | / | ±2” | ±2” | |
| Repetați precizia de poziționare | / | ±1” | ±1” | |
| ConcepătorParametre | Contur hidraulic programabil | / | - | - |
| Conpozit max. voiaj | mm | - |
| |
| Diametrul manșonului | mm | - |
| |
| Călătorie mânecă | mm | - |
| |
| Maneca conica | / | - |
| |
| Dimensiuni | Dimensiuni de gabarit | m | 2800*2100*1800 | 2700*2400*2000 |
| Greutatea mașinii aprox. | kg | 5900 | 5300 | |
| Alte | Reducerea volumului rezervorului de lichid | L | 150 | 150 |
| Puterea pompei de apă de răcire | kw | 0,75 | 0,75 | |
| Volumul casetei unității hidraulice | L | 40 | 40 | |
| Puterea motorului pompei de ulei hidraulice | kw | 1.5 | 1.5 | |
| Volumul rezervorului de ulei de lubrifiere | L | 2 | 2 | |
| Puterea motorului pompei de lubrifiere automată | kw | 50 | 50 |
Introducere în configurare
Mai uşorTo Use And MminereuPplin de datorie
● Design complet modernizat
● Echipat cu i HMI
● Echipat cu cea mai recentă tehnologie CNC și servo de la FANUC
●Standardizat cu functii personalizate
●Capacitate de memorie extinsă
UşuraOf Use
Preveniți oprirea bruscă a mașinii prin întreținere preventivă
● Funcții bogate de predicție a erorilor
Localizați cu ușurință locația defecțiunii și scurtați timpul de recuperare
●Funcții de diagnosticare/întreținere
Performanță ridicată de procesare
ScurtatCycleTime
●Tehnologie de procesare de înaltă eficiență
Obțineți procesare de înaltă calitate
Tehnologia de prelucrare fină a suprafeței
●Funcția de diagnostic/întreținere
RidicatOperationRa mancat
Sprijiniți întotdeauna diverse operațiuni la locul de procesare
●FANUC
PersonalizatScreenIs EasierTo Use
●Funcție personalizată standardizată
Inițiative în domeniul IoT
● Suport pentru o gamă largă de rețele la fața locului

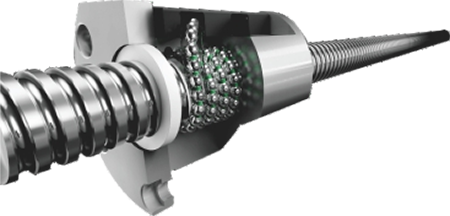
THKBtoateSechipaj
· Grad C3, folosind șurub cu bile de înaltă precizie, cu preîncărcare a piuliței și tratament de pretensionare a șurubului pentru a preelimina jocul și alungirea creșterii temperaturii, arătând o precizie excelentă de poziționare și repetabilitate.
·Acționare directă a servomotorului pentru a reduce eroarea de joc.
THKRollerLinearGuide
· Gradul P de rigiditate ultra-înaltă SRG grad de precizie, ghidaj liniar zero joc, tăiere cu arc, tăiere teșită, textura suprafeței este relativ uniformă. Potrivit pentru operare de mare viteză, reducând foarte mult cai putere necesar mașinilor-unelte.
· Rotire în loc de alunecare, pierdere mică prin frecare, răspuns sensibil, precizie ridicată de poziționare. Poate suporta sarcina în direcția de mișcare în același timp, iar suprafața de contact a căii este încă în contact în mai multe puncte în timpul sarcinii, iar rigiditatea de tăiere nu va fi redusă.
·Ușor de asamblat, interschimbabilitate puternică și structură simplă de lubrifiere; cantitatea de uzură este foarte mică și durata de viață este lungă.

SKFBurechi/OilingMachine
·Ungetorul automat răspunde nevoilor diverselor aplicații, potrivit pentru diverse condiții de lucru, produse fiabile, utilizare flexibilă.
· Îndeplinește nevoile de lubrifiere a rulmenților la temperaturi ridicate, vibrații puternice și mediu periculos.
Fiecare punct de lubrifiere folosește un distribuitor proporțional volumetric pentru a controla cantitatea de lubrifiere, iar mașina poate fi controlată de PLC pentru a furniza ulei cu precizie.







