






BOSM -5020-5Z Mașină de frezat cu cap opus
1. Utilizarea echipamentului:
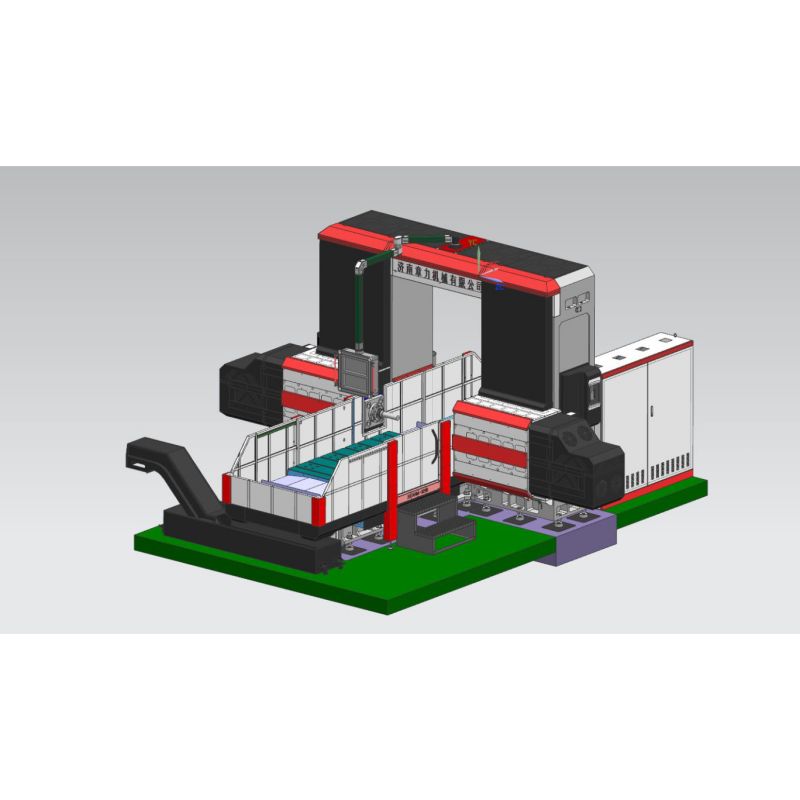
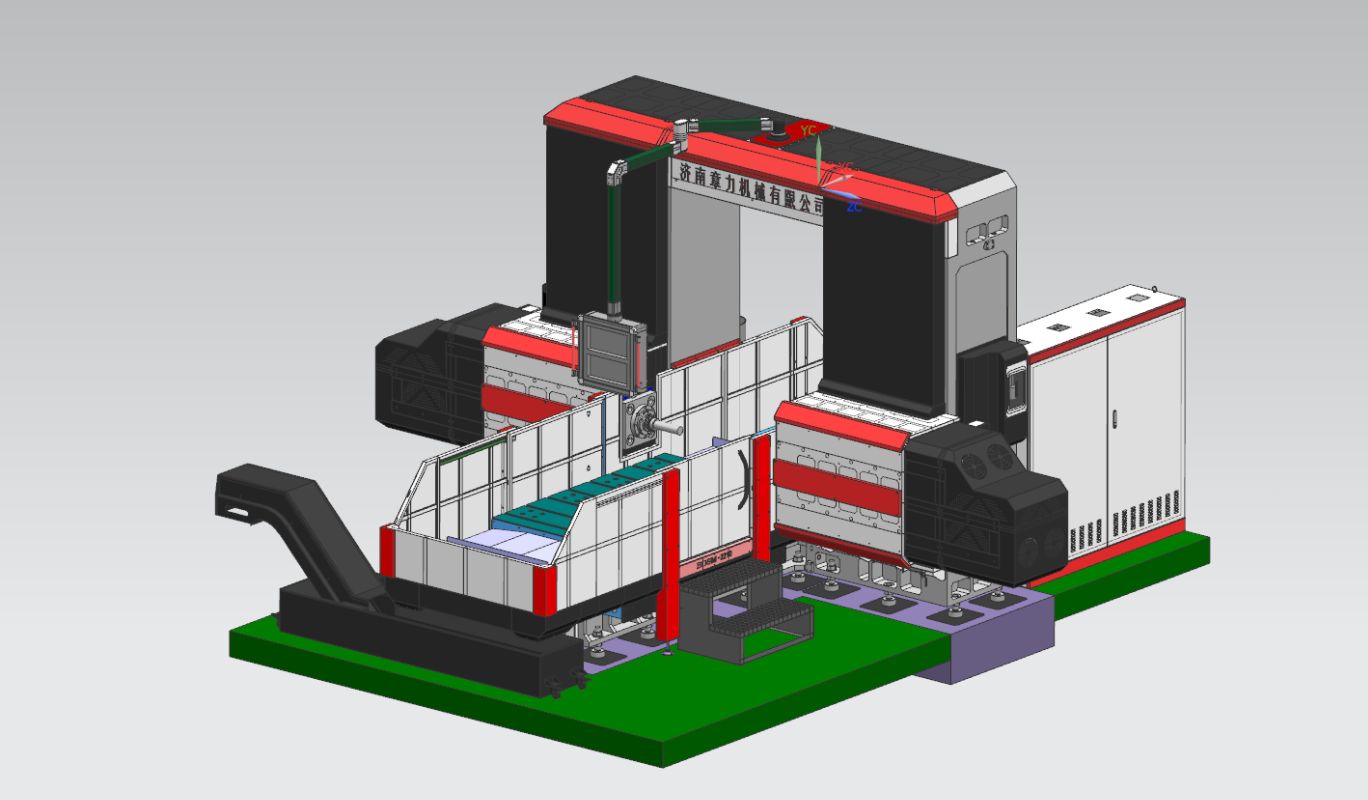
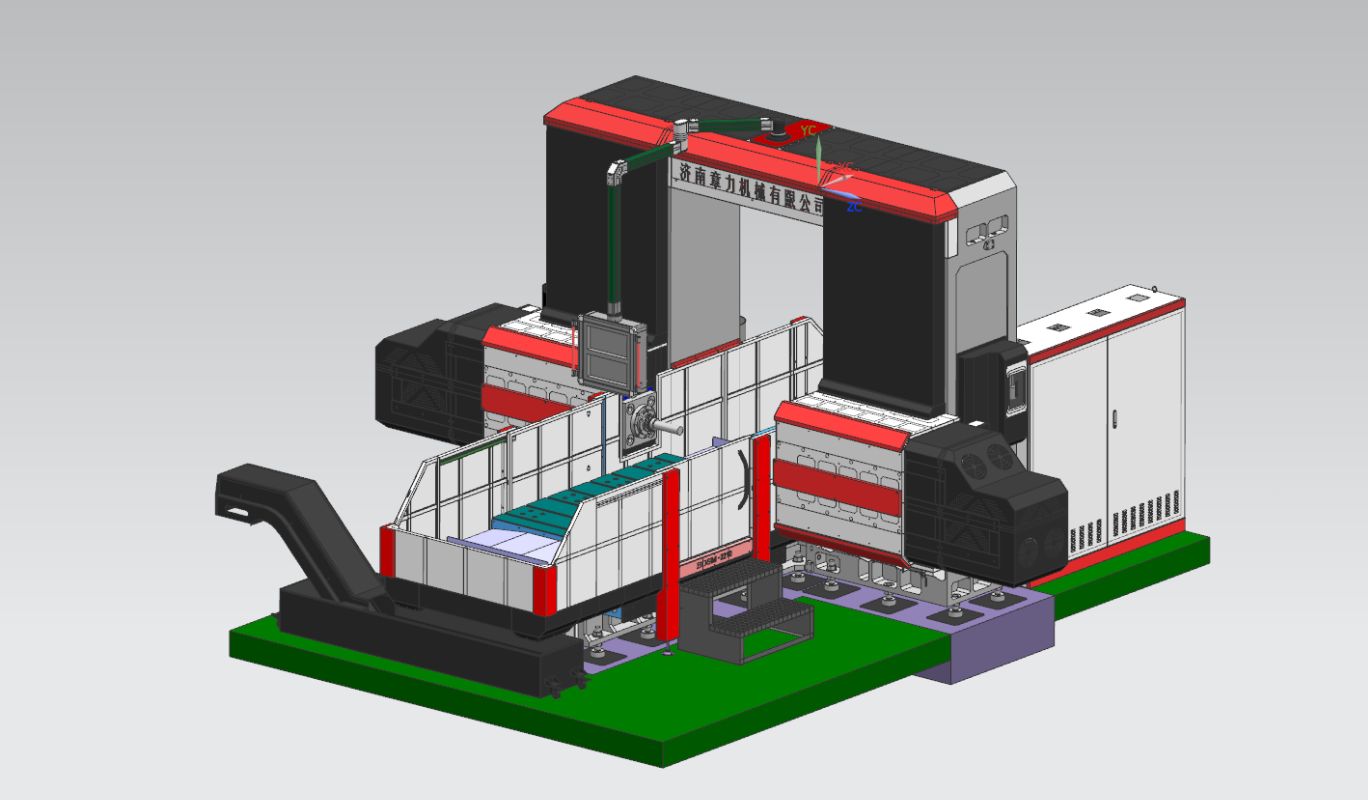
BOSM-5020-5Z Mașina mobilă de alezat și frezat cap-la-cap cu două coloane pentru bancul de lucru CNC este o mașină specială pentru piesele de prelucrat simetrice ale mașinilor de inginerie. Mașina este echipată cu un banc de lucru mobil special și două seturi de berbeci orizontale, care pot realiza găurirea, frezarea, alezarea și alte procesări ale piesei de prelucrat în intervalul de cursă efectivă, piesa de prelucrat poate fi procesată la locul său la un moment dat (nu este nevoie de strângere secundară), viteză rapidă de încărcare și descărcare, viteză rapidă de poziționare, precizie ridicată de procesare și eficiență ridicată de procesare.
2. Structura echipamentului:
2.1. Componentele principale ale mașinii
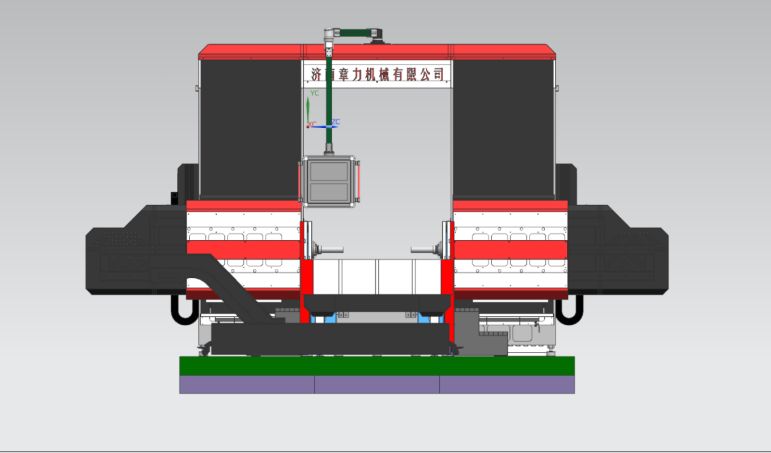
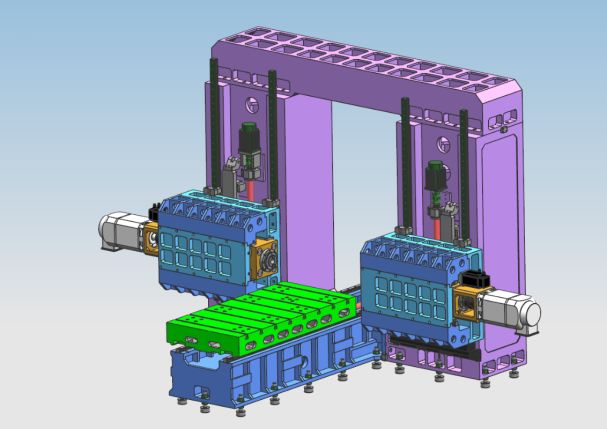
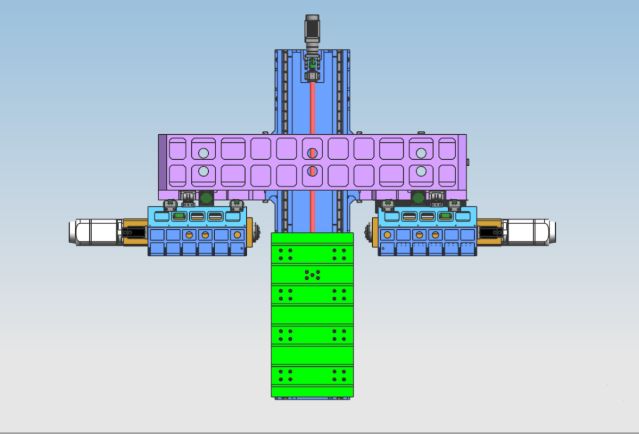
Patul, bancul de lucru, coloanele din stânga și dreapta, grinzile, grinzile de conectare a portalului, șei, berbeci etc., sunt toate realizate din turnare cu nisip rășină, turnare din fier gri de înaltă calitate 250, recoaptă în groapă de nisip fierbinte → îmbătrânire prin vibrații → recoacere în cuptor → îmbătrânire prin vibrații → prelucrare brută → îmbătrânire prin vibrații → recoacere în cuptor → îmbătrânire prin vibrații → finisare, elimină complet stresul negativ al pieselor și menține performanța pieselor stabilă. Patul fix, coloanele din stânga și dreapta, portalul și bancul de lucru se mișcă; Mașina are frezare, alezarea Tăiere, găurire, decufundare, filetare și alte funcții, metoda de răcire a sculei este răcirea externă, Mașina conține 5 axe de alimentare, care pot realiza legături pe 4 axe, 5 axe cu acțiune simplă, 2 capete de putere , Mașina axială și Capul de putere sunt prezentate în figura de mai jos.
2.2. Structura principală a părții de alimentare a transmisiei axiale
2.2.1. Axa X: Masa de lucru se deplasează lateral de-a lungul șinei de ghidare a patului fix.
Transmisie pe axa X: servomotorul AC și reductorul planetar de înaltă precizie sunt utilizate pentru a conduce masa de lucru prin transmisie cu șurub cu bile pentru a realiza mișcarea liniară pe axa X.
Forma șinei de ghidare: așezați două șine de ghidare liniare de mare rezistență și precizie
2.2.2.Axa Y1: Capul de putere și un berbec sunt instalate vertical pe partea din față a coloanei și se deplasează în stânga și în dreapta de-a lungul șinei de ghidare a coloanei.
Transmisie pe axa Y1: servomotorul AC este utilizat pentru a antrena șurubul cu bile pentru a conduce șaua să se miște și pentru a realiza mișcarea liniară a axei Y1.
Forma șine de ghidare: 4 bucăți de șine de ghidare liniare tip 45.
2.2.3.Axa Y2: Al doilea berbec al capului motor este instalat vertical pe partea din față a coloanei și se deplasează în stânga și în dreapta de-a lungul șinei de ghidare a coloanei.
Transmisie pe axa Y2: Servomotorul AC este utilizat pentru a antrena șurubul cu bile pentru a conduce mișcarea șeii pentru a realiza mișcarea liniară a axei Y1.
Forma șine de ghidare: 4 bucăți de șine de ghidare liniare tip 45


2.2.4. Axa Z1: Șaua culisantă a capului motor este instalată vertical pe partea din față a coloanei din dreapta și se deplasează în sus și în jos de-a lungul șinei de ghidare a coloanei.
Transmisie pe axa Z1: servomotorul AC și reductorul planetar de înaltă precizie sunt folosite pentru a conduce berbecul să se deplaseze prin șurubul cu bile pentru a realiza mișcarea liniară pe axa Z1.
Forma șină de ghidare: 2 șine de ghidare liniare tip 65
2.2.5.Axa Z2: Șaua de glisare a capului motor este instalată vertical pe partea din față a coloanei din dreapta și se deplasează în sus și în jos de-a lungul șinei de ghidare a coloanei.
Transmisie pe axa Z1: Servomotor AC plus reductor planetar de înaltă precizie este folosit pentru a conduce berbecul să se deplaseze prin șurubul cu bile pentru a realiza mișcarea liniară pe axa Z2.
Forma șină de ghidare: 2 șine de ghidare liniare tip 65

Coloană de turnare HT250 de înaltă calitate 2 bucăți de șine de ghidare liniare rezistente de tip 65
Capul de putere de alezat și frezare (inclusiv capul de putere 1 și 2) este un berbec pătrat compus, iar direcția de mișcare este ghidată de 4 șine de ghidare cu role liniare. Unitatea folosește un servomotor AC pentru a antrena perechea de șuruburi cu bile de precizie. Mașina este echipată cu o bară de echilibrare a azotului. , Reduceți capacitatea portantă a capului mașinii pe șurub și servomotor. Motorul pe axa Z are o funcție de frână automată. În cazul unei căderi de curent, frâna automată va ține strâns arborele motorului, astfel încât să nu se poată roti. Când lucrați, când burghiul nu atinge piesa de prelucrat, se va alimenta rapid; când burghiul atinge piesa de prelucrat, acesta va trece automat la alimentarea de lucru. Când burghiul pătrunde în piesa de prelucrat, se va comuta automat la derulare rapidă; când capătul burghiului părăsește piesa de prelucrat și atinge poziția stabilită, acesta se va muta în următoarea poziție a gaurii pentru a realiza circulația automată. Și poate realiza funcțiile de găurire a găurilor oarbe, frezare, teșire, spargere așchii, îndepărtare automată a așchiilor etc., ceea ce îmbunătățește productivitatea muncii.


Capul de putere al berbecului pătrat compus cu cursă de 500 mm utilizează ghidaje liniare în loc de inserții tradiționale pentru a îmbunătăți considerabil precizia de ghidare, păstrând în același timp rigiditatea berbecului pătrat.
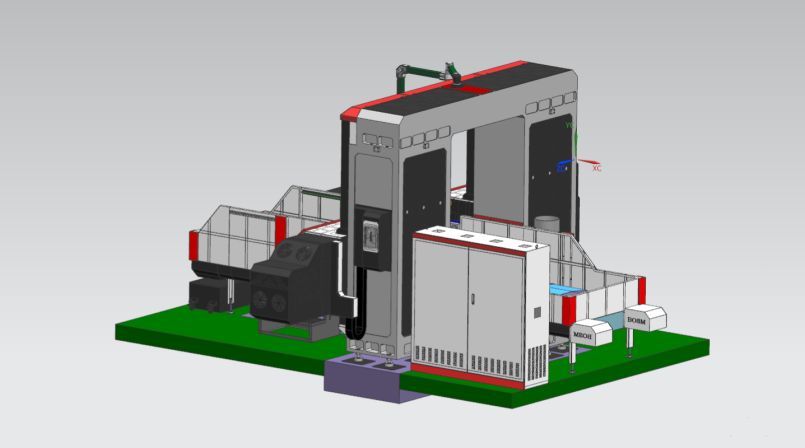
2.3. Îndepărtarea așchiilor și răcire
Există transportoare de așchii cu lanț spiralat și plat instalate pe ambele părți sub bancul de lucru, iar așchiile pot fi transportate automat către transportorul de așchii la sfârșit prin două etape de plăci spiralate și cu lanț pentru a realiza o producție civilizată. Există o pompă de răcire în rezervorul de lichid de răcire al transportorului de așchii, care poate fi utilizată pentru răcirea externă a sculei pentru a asigura performanța și durata de viață a instrumentului, iar lichidul de răcire poate fi reciclat.

3. Sistem de control numeric complet digital:
3.1. Cu funcția de spargere a așchiilor, timpul de rupere a așchiilor și ciclul de spargere a așchiilor pot fi setate pe interfața om-mașină.
3.2. Echipat cu funcția de ridicare a sculei, distanța de ridicare a sculei poate fi setată pe interfața om-mașină. Când distanța este atinsă, unealta este ridicată rapid, apoi așchiile sunt aruncate și apoi este înaintată rapid la suprafața de foraj și transformată automat în lucru.
3.3. Cutia de control centralizată a funcționării și unitatea portabilă adoptă un sistem de control numeric și sunt echipate cu interfață USB și afișaj LCD cu cristale lichide. Pentru a facilita programarea, stocarea, afișarea și comunicarea, interfața de operare are funcții precum dialogul om-mașină, compensarea erorilor și alarma automată.
3.4. Echipamentul are funcția de previzualizare și reinspectare a poziției găurii înainte de procesare, iar operațiunea este foarte convenabilă.
4. Ungere automată
Perechile de șine de ghidare liniare de precizie ale mașinii, perechile de șuruburi cu bile de precizie și alte perechi de mișcare de înaltă precizie sunt echipate cu sisteme automate de lubrifiere. Pompa de lubrifiere automată scoate ulei sub presiune, iar camera de ulei de lubrifiere cantitativă intră în ulei. După ce camera de ulei este umplută cu ulei, când presiunea sistemului crește la 1,4-1,75Mpa, comutatorul de presiune din sistem este închis, pompa se oprește și supapa de descărcare se descarcă în același timp. Când presiunea uleiului din drum scade sub 0,2Mpa, lubrifiatorul cantitativ începe să umple punctul de lubrifiere și completează o umplere cu ulei. Datorită alimentării precise cu ulei a injectorului de ulei cantitativ și detectării presiunii sistemului, alimentarea cu ulei este fiabilă, asigurând că există o peliculă de ulei pe suprafața fiecărei perechi cinematice, reducând frecarea și uzura și prevenind deteriorarea structura internă cauzată de supraîncălzire. , pentru a asigura acuratețea și durata de viață a Mașinii. În comparație cu perechea de șine de ghidare glisante, perechea de șine de ghidare liniară cu rulare utilizată în această mașină are o serie de avantaje:
①Sensibilitatea la mișcare este mare, coeficientul de frecare al șinei de ghidare de rulare este mic, doar 0,0025 ~ 0,01, iar puterea de antrenare este mult redusă, ceea ce este echivalent doar cu 1/10 din mașinile obișnuite.
② Diferența dintre frecarea dinamică și cea statică este foarte mică, iar performanța ulterioară este excelentă, adică intervalul de timp dintre semnalul de conducere și acțiunea mecanică este extrem de scurt, ceea ce conduce la îmbunătățirea vitezei de răspuns și a sensibilității sistemul de control numeric.
③Este potrivit pentru mișcarea liniară de mare viteză, iar viteza sa instantanee este de aproximativ 10 ori mai mare decât cea a șinelor de ghidare glisante.
④ Poate realiza o mișcare fără întreruperi și poate îmbunătăți rigiditatea mișcării sistemului mecanic.
⑤Produs de producători profesioniști, are precizie ridicată, versatilitate bună și întreținere ușoară.
5.Inspecție cu laser pe trei axe:
Fiecare mașină Bosman este calibrată de interferometrul laser al companiei RENISHAW din Regatul Unit pentru a inspecta și a compensa cu precizie eroarea de pas, reacția, precizia de poziționare, precizia de poziționare repetă etc., pentru a asigura stabilitatea dinamică, statică și acuratețea procesării. masina . Inspecția barei de bile Fiecare mașină folosește o bară de bile de la compania britanică RENISHAW pentru a calibra exactitatea cercului real și acuratețea geometrică a mașinii și pentru a efectua experimente de tăiere circulară în același timp pentru a asigura precizia prelucrarii 3D și acuratețea circulară a mașinii.


6. Mediu de utilizare a mașinii:
6.1. Cerințe de mediu de utilizare a echipamentelor
Menținerea unui nivel constant al temperaturii ambientale este un factor esențial pentru prelucrarea de precizie.
(1) Cerințele disponibile de temperatură ambientală sunt -10°C până la 35°C, când temperatura ambientală este de 20°C, umiditatea ar trebui să fie de 40% până la 75%.
(2) Pentru a menține precizia statică a mașinii în intervalul specificat, temperatura optimă a mediului ambiant trebuie să fie de 15°C până la 25°C, iar diferența de temperatură nu trebuie să depășească ±2°C/24h.
6.2. Tensiune de alimentare: 3 faze, 380V, în intervalul de fluctuație de tensiune de ±10%, frecvența de alimentare: 50HZ.
6.3. Dacă tensiunea din zona de utilizare este instabilă, mașina trebuie să fie echipată cu o sursă de alimentare stabilizată pentru a asigura funcționarea normală a mașinii.
6.4. Aparatul trebuie să aibă o împământare fiabilă: firul de împământare este un fir de cupru, diametrul firului nu trebuie să fie mai mic de 10 mm², iar rezistența de împământare trebuie să fie mai mică de 4 ohmi.
6.5. Pentru a asigura funcționarea normală a echipamentului, în cazul în care aerul comprimat al sursei de aer nu poate îndeplini cerințele sursei de aer, trebuie adăugat un set de dispozitive de purificare a sursei de aer (dezumidificare, degresare, filtrare) înainte de admisia de aer. a Mașinii.
6.6. Păstrați echipamentul departe de lumina directă a soarelui, vibrații și surse de căldură, generatoare de înaltă frecvență, aparate electrice de sudură etc., pentru a evita eșecul producției mașinii sau pierderea preciziei mașinii.
7.Parametrii tehnici:
| Model | 5020-5Z | |
| Dimensiunea maximă a piesei de prelucrat | Lungime × lățime × înălțime (mm) | 5000×2000×2500 |
| Alimentare maximă în portal | lățime (mm) | 2300 |
| dimensiunea biroului de lucru | Lungime X Latime (mm) | 5000*2000 |
| Călătorie la masă | Bancul de lucru se mișcă înainte și înapoi (mm) | 5000 |
| Ridicare dublă în sus și în jos | Cursa de sus și de jos a berbecului (mm) | 2500 |
| Cap de foraj de tip berbec orizontal cap de putere unu doi | Cantitate (2) | 2 |
| Cap de foraj de tip berbec orizontal cap de putere unu doi | Conicitatea axului | BT50 |
| Viteza axului (r/min) | 30~5000 | |
| Puterea motorului axului servo (kw) | 37*2 | |
| Distanța dintre centrele capetelor nasului celor două axe (mm) | 1500-2500 mm | |
| Cursa la stânga și la dreapta a unui singur berbec (mm) | 500 | |
| Cursa la stânga și la dreapta a pistonului dublu (mm) | 1000 | |
| Precizia poziționării bidirecționale | 300mm*300mm | ±0,025 |
| Precizie de poziționare repetată bidirecțională | 300mm*300mm | ±0,02 |
| Greutate brută (t) | (aproximativ) 55 | Greutate brută (t) |






